NOUVELLE NORME EN 1090-2: QU’EST-CE QUI A CHANGE?
Principales modifications concernant le soudage
L’édition précédente de la norme EN 1090-2 a été publiée en 2008. En 2012, la commission technique a décidé sur la base d’une enquête auprès des Etats membres de revoir cette norme. Un groupe de travail a été créé pour s’en charger mais le projet final de la norme n’a été approuvé qu’en janvier de cette année. Ce long délai confirme que la tâche n’a pas été aisée. Cet article a pour but de récapituler (sans être complet) les principaux changements concernant le soudage.
 DOMAINE D’APPLICATION
DOMAINE D’APPLICATION
Le domaine d’application de la norme a légèrement changé. Des produits laminés à chaud peuvent ainsi désormais être utilisés jusqu’à S700, contre S690. Pour les constructions réalisées avec des produits façonnés à froid, on renvoie à présent à la norme prEN 1090-4. L’assemblage d’acier de construction avec le fer à béton est maintenant couvert par cette version.
DETERMINATION DE LA CLASSE D’EXECUTION EXC
Les exigences pour la détermination de la classe d’exécution (EXC) ne sont plus reprises dans la norme. L’annexe B de l’ancienne norme a disparu et on renvoie maintenant à l’EN 1993-1-1:2005/A1:2014, annexe C pour déterminer la classe d’exécution. La nouvelle version ne stipule plus non plus que si aucune classe d’exécution n’est spécifiée, EXC2 s’applique.
PRODUITS DE BASE
D’un point de vue général, les matériaux conformes aux normes européennes doivent être utilisés (figurant dans différents tableaux). Pour les matériaux qui ne répondent pas aux normes européennes, les propriétés importantes doivent – comme avant – être indiquées. Une liste des propriétés considérées comme importantes est reprise dans la nouvelle norme. De plus, la soudabilité doit être déterminée :
- la classification de l’acier conformément à la norme CEN ISO/TR 15608 doit être connue, ou;
- une limite maximale du carbone équivalent de l’acier doit être connue, ou;
- l’analyse chimique de l’acier doit être suffisamment détaillée, afin que la valeur du carbone équivalent puisse être calculée.
Documents d’inspection
Les documents d’inspection exigés sont indiqués dans le tableau 1 de la norme. Ce tableau est plus clair que le tableau précédent car il n’y a plus de renvoi à l’EN 10025-1. Pour l’acier de construction, les documents suivants sont exigés :
- Nuances > S275: certificat 3.1;
- S275 avec exigences de résiliences spécifiées à des températures inférieures à 0°C: certificat 3.1;
- Autres nuances ≤ S275: le certificat 2.2 suffit.
Dans l’ancienne norme, un certificat 3.1 était toujours exigé pour l’acier inoxydable. La nouvelle n’exige pour les nuances avec une limite élastique ≤ 240 MPa qu’un certificat 2.2.
Tolérance d’épaisseur et état de surface
La tolérance d’épaisseur des tôles de classe A est exigée pour toutes les classes d’exécution selon l’EN 10029 ou l’EN ISO 18286. La classe A est la tolérance standard s’appliquant à une commande si rien n’est spécifié. Dans l’ancienne norme, c’était la classe B pour EXC4 et la classe A pour les autres EXC. L’état de surface pour l’acier au carbone en tôles et bande large doit être conforme à la classe A1 selon l’EN 10163-2. Avant, c’était la classe A2. La classe A1 est moins stricte et permet une réparation de la surface par soudage.
Matériau d’apport
Le matériau d’apport doit satisfaire aux exigences imposées par la norme de produit concernée (tableau 5 de la norme). Un certain nombre de normes de produit sont passées d’une norme EN à une norme EN ISO. La nouvelle norme n’exige plus en plus que le matériau d’apport satisfasse aussi aux exigences de l’EN 13479.
Chanfreinage et assemblage
Pour EXC3 et EXC4, il n’est plus mentionné explicitement qu’il faut pouvoir tracer le matériau jusqu’au certificat de matériau. Tous les matériaux doivent toutefois être identifiables à tous les stades par un système adéquat. L‘’estampage dur’ est à présent autorisé jusqu’à S500, contre S355 avant.
Découpe thermique
La découpe thermique automatisée doit, selon la nouvelle norme, être contrôlée chaque année. On évite ainsi le manque de clarté de la notion de ‘périodique’ de l’ancienne version. Quatre coupes doivent toujours être examinées mais l’annexe D de la nouvelle norme propose une éprouvette alternative pouvant aussi être utilisée. Si les bords ne sont pas soudés par la suite, la qualité de coupe doit satisfaire aux exigences du tableau 9. Les exigences pour perpendicularité et rugosité sont devenues moins strictes pour EXC2 et EXC4.
Dureté des bords coupés
Pour chaque processus pouvant générer un durcissement local, la dureté sur les bords doit être testée. Selon l’ancienne version de la norme, elle ne devait l’être que si cela était spécifié. La norme ne fixe que pour les aciers ≥ S460 la dureté maximale à 450 HV10. Il est toujours possible d’imposer dans la spécification d’exécution (cahier des charges) d’autres exigences pour la dureté des bords coupés, par ex. pour les nuances d’acier < S460. L’annexe D donne des conseils pour la mesure de la dureté dans le cas de la découpe thermique.
Dressage à la flamme
Dans l’ancienne version de la norme, il fallait pour EXC3 et EXC4 élaborer une procédure pour le redressage au chalumeau. La norme actuelle stipule qu’il faut élaborer une procédure documentée pour les aciers < S355. Il faut ensuite qualifier cette procédure sur la base d’essais de traction, d’impact et de dureté. Il est possible que le client le spécifie aussi pour les nuances < S355. Il faut éviter le redressage au chalumeau pour l’acier inoxydable. S’il n’y a pas d’autre choix, la norme mentionne quelques points importants à prendre en compte.
Poinçonnage des trous
Le poinçonnage est autorisé si l’épaisseur de la pièce ≤ 1.4 x D. Avant, l’épaisseur de la pièce devait être ≤ 1 x D. Le processus de poinçonnage doit désormais être contrôlé chaque année alors que l’ancienne version évoquait un contrôle ‘périodique’.

SOUDAGE
La nouvelle version mentionne que le soudage de fer à béton sur de l’acier de construction doit être exécuté conformément à la série EN ISO 17660. L’énumération des procédés de soudage autorisés est remplacée par un renvoi à la norme EN ISO 4063. Cela implique que tous les procédés de soudage ayant reçu un numéro de procédé de soudage dans cette norme sont donc autorisés.
Procédures de soudage
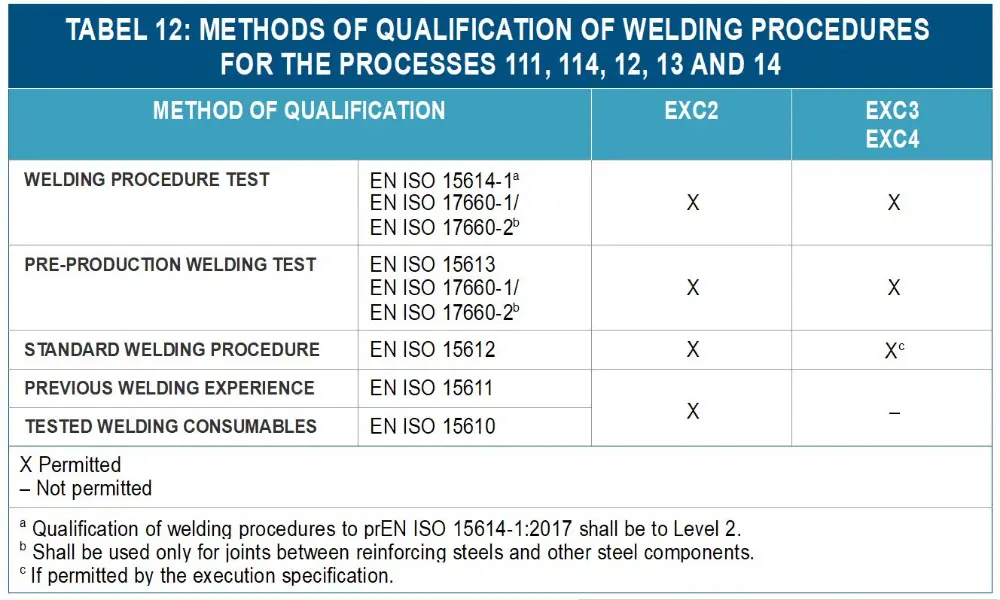
L’utilisation de procédures de soudage qualifiées est toujours obligatoire pour EXC2 à EXC4. Pour EXC1, il est à présent mentionné explicitement que la spécification d’exécution peut imposer l’établissement mode opératoire spécifiant le procédé de soudage, le matériau d’apport et les paramètres de soudage. Les méthodes autorisées pour qualifier les procédures de soudage pour les procédés de soudage à l’arc sont décrites dans le tableau 12. L’utilisation de procédures de soudage standard selon l’EN ISO 15612 est désormais aussi possible pour EXC3 et EXC4, à condition que la spécification d’exécution l’autorise. Les restrictions supplémentaires pour l’utilisation des EN ISO 15612 (≤ S355) et EN ISO 15610 (≤ S275) ne sont plus reprises. L’essai de traction en croix supplémentaire pour le soudage d’angle n’est plus exigé que pour les aciers ≥ S460 alors qu’il s’appliquait aux aciers > S275 qui étaient soumis à des contraintes transversales dans l’ancienne version. Si vous utilisez un procédé de soudage complètement mécanisé pour le soudage d’angle avec une pénétration, vous devez réaliser trois macros (début, milieu et fin) pour démontrer la profondeur de pénétration minimale. Si vous soudez sur des tôles avec un primaire de protection, vous devez toujours qualifier votre procédure sur les tôles traitées avec le même primaire de l’épaisseur maximale autorisée pour ce primaire. Les imperfections présentes dans la soudure doivent être évaluées selon l’EN ISO 5817, niveau de qualité B, sauf pour la porosité. Ici, la norme exige ceci :
- pas de soufflures allongées
- maximum 8% pour les composants ordinaires et 4% pour les composants sous fatigue.
Il faut à présent aussi démontrer en plus la soudabilité avec les primaires la série EN ISO 17652. Dans l’ancienne version, la qualification des procédures de soudage avec l’acier inoxydable n’était pas décrite explicitement. La nouvelle version de la norme exige toujours une qualification selon l’EN ISO 15614-1, sauf notamment pour les AISI 304 et 316. Les exigences liées à la validité limitée d’une qualification qui n’était pas utilisée pendant une certaine période ne sont plus reprises dans la norme. Cela signifie donc que la validité est déterminée par la norme utilisée pour exécuter la qualification, même si cette dernière n’est plus utilisée pendant longtemps.
Soudeurs et opérateurs
Les soudeurs et opérateurs doivent toujours être qualifiés pour toutes les classes EXC, respectivement selon l’EN ISO 9606-1 et l’EN ISO 14732. Pour le soudage de composants sous EXC1 dans les entreprises travaillant selon l’EN ISO 3834-4, il y a des restrictions :
- seules les options 9.3a et 9.3b de l’EN ISO 9606-1 pour la prolongation de la qualification du soudeur sont autorisées.
- seules les options 5.3a et 5.3b de l’EN ISO 14732 pour la prolongation de la qualification de l’opérateur sont autorisées.
Les soudeurs soudant du fer à béton doivent être qualifiés selon l’EN ISO 17660-1 ou 2. Si des piquages avec un angle < 60° sont soudées, comme cela est défini dans l’EN 1993-1-8, une éprouvette spécifique doit toujours être utilisée pour la qualification. Ici, un certain nombre de conditions sont à présent aussi mentionnées:
- les dimensions, détails de soudage et positions de soudage doivent correspondre à ceux en production ;
- l’éprouvette doit subir un examen visuel ;
- le nombre de macros et les emplacements pour le prélèvement sont indiqués.
Coordination de soudage
Les travaux de soudage pour EXC2 à EXC4 doivent toujours être supervisés par du personnel avec des connaissances techniques (conformément à l’EN ISO 14731) que décrivent les tableaux 14 (acier de construction) et 15 (acier inoxydable). Ces tableaux sont quasiment les mêmes que dans l’ancienne version de la norme. Pour EXC1, la norme stipule à présent qu’il doit y avoir une ‘supervision suffisante’ pendant les travaux de soudage, comme l’indique aussi l’EN ISO 3834-4. On tente ainsi d’avoir une garantie que le travail de soudage soit exécuté ‘selon les règles de l’art’.
Dans le cas de soudage de fer à béton, la norme renvoie à l’EN ISO 17660-1 pour ce qui est des connaissances techniques du personnel de coordination de soudage. La nouvelle norme mentionne clairement que le coordinateur de soudage peut aussi jouer le rôle d’examinateur. Cela signifie concrètement que le coordinateur de soudage peut lui-même qualifier les soudeurs, les opérateurs et les procédures. Attention ! La fonction d’examinateur malgré tout exige que le coordinateur de soudage fasse preuve des connaissances suffisantes pour qualifier les soudeurs.
Préparation de la soudure
La préparation de la soudure doit être appropriée pour le procédé de soudage utilisé. La norme ne mentionne plus qu’il doit y avoir une concordance avec la préparation de la soudure utilisée pendant la qualification de la procédure de soudage. Dans l’ancienne version, les peintures primaires devaient être éliminés pour EXC3 et EXC4 de la préparation de la soudure et la zone voisine. Cette exigence s’applique désormais aussi à EXC2, sauf si vous avez effectué des QMOS avec des matériaux couverts de peintures primaires (EN ISO 15613 ou 15614).
 Matériau d’apport
Matériau d’apport
Pour le transport, le traitement et le stockage des matériaux d’apport, la norme renvoie intégralement aux conseils du fabricant. En particulier pour le (re)séchage et le stockage d’électrodes et de flux. Le tableau de valeurs indicatives pour les températures et les temps de séchage n’est plus repris.
Protection contre les intempéries
Le conseil général de réchauffer le matériau si sa température < 5°C est toujours d’application. L’exigence de toujours préchauffer l’acier > S355 le cas échéant a été supprimée.
Matériaux auxiliaires temporaires
Les fixations provisoires doivent toujours être retirés de manière à ce que le matériau de base ne soit pas endommagé et soit ensuite meulé. Pour les aciers ≥ S355, un END complémentaire doit, en outre, être exécuté en plus d’une inspection visuelle. Avant, gougeage et burinage étaient interdits pour EXC3 et EXC4, sauf spécification contraire. Cette interdiction est désormais liée aux aciers ≥ S460 ou si le composant est soumis à la fatigue, quelle que soit la classe EXC.
AMORÇAGES INTEMPESTIFS ET PROJECTIONS DE SOUDURE
Il faut toujours prendre des mesures de précaution pour éviter les les coups d’arc. S’il y en a tout de même, ils doivent toujours être meulés, puis contrôlés visuellement. La nouvelle version de la norme indique qu’un examen de ressuage ou magnétique supplémentaire devrait être exécuté pour les nuances d’acier ≥ S460. Les projections de soudure doivent toujours être éliminées dans la nouvelle version de la norme pour les nuances d’acier ≥ S460, sauf spécification contraire. Dans l’ancienne version, cette exigence s’appliquait à EXC3 et EXC4.
Critères d’acceptation
Ceux-ci sont toujours spécifiés selon les classes dans l’EN ISO 5817.
- EXC1: reste le niveau D mais devient C pour une hauteur de gorge insuffisante.
- EXC2: reste le niveau C, sauf le niveau D pour débordement, amorçage accidentel, et retassure ouverte de cratère. Le caniveau C au lieu de D et pour une hauteur de gorge insuffisante, il faut utiliser le niveau B.
- EXC3: reste la classe B.
- EXC4: devient au moins le même que EXC3, donc niveau B; le niveau B+ n’est plus reprise dans la norme. S’il y a tout de même des exigences supérieures pour certains composants, elles doivent être spécifiées à la commande.
Un nouveau paragraphe a été ajouté traitant des exigences en cas de fatigue. Si la conception a été réalisée selon 1993-1-9, la catégorie de détail doit être spécifiée, avec les critères d’acceptation y étant liés. Pour EXC2 à EXC4, on peut utiliser pour cela l’annexe C de l’EN ISO 5817. Les règles suivantes sont d’application:
- Catégorie de détail ≤ 63: niveau de qualité C 63
- Catégorie de détail > 63 et ≤ 90: niveau de qualité B 90
- Catégorie de détail > 90 et ≤ 125: niveau de qualité B 125
Soudage d’acier inoxydable
Les modifications des exigences de l’EN 1011-3 qui étaient reprises dans l’ancienne version ne sont plus reprises dans la nouvelle norme.
INSPECTION
Les défauts n’étant pas acceptables selon la norme peuvent être évalués séparément pour voir s’ils doivent ou non être réparés, en tenant compte de la fonction du composant où le défaut apparaît et des caractéristiques du défaut (type, taille et emplacement). Un examen non destructif (END) à l’exception de l’examen visuel doit toujours être exécuté par du personnel qualifié selon l’EN ISO 9712 mais l’exécutant ne doit plus avoir de qualification de niveau 2. Le tableau 23 de la norme mentionne le temps d’attente à respecter éventuellement pour exécuter les END complémentaires. Selon la méthode utilisée pour déterminer la température de préchauffage (méthode A ou B de l’annexe C de l’EN 1011-2), il faudra utiliser la partie supérieure ou inférieure du tableau. La norme fait une distinction claire entre 3 types d’inspection et de tests.
Tests ‘type’
Les cinq premiers assemblages réalisés avec une spécification de procédure de soudage (DMOS) dérivée d’une nouvelle QMOS sont soumis aux exigences suivantes :
- niveau de qualité B selon l’EN ISO 5817 pour l’utilisation de la DMOS dans des conditions de production.
- la longueur d’inspection minimale est de 900 mm.
Dans l’ancienne version, ceci était d’application pour chaque nouvelle spécification de procédure de soudage introduite et il fallait exécuter deux fois plus d’END, avec un minimum de 5% et un maximum de 100%, comme le décrit le tableau 24.
Inspection et contrôles
Le tableau 24 indique les END complémentaires pour chaque classe EXC. Avant, aucun n’était exigé pour EXC1. Dans le cas de soudages bout à bout (à l’exception des assemblages en T) dans des aciers ≥ S420, des END complémentaires doivent à présent tout de même être prévus, soit 10%. Le degré d’utilisation ‘U’ pour les assemblages bout à bout n’apparaît plus dans le tableau, par conséquence, il est nécessaire de réaliser des END dès qu’il y a des soudures bout à bout dans la construction. La quantité de END pour EXC2 et EXC3 est donc dans tous les cas respectivement de 10 et 20%. La limite d’épaisseur pour les soudages d’angle transversaux est passée de 20 à 30 mm. Pour EXC4, la quantité minimale d’END complémentaires doit correspondre à ce qui est indiqué pour EXC3. Si plus d’END complémentaires sont exigés, cela doit être spécifié. L’ancienne version renvoyait à l’annexe C de l’EN 12062 pour indiquer comment interpréter le pourcentage d’END complémentaires (décrit dans le tableau 24).
Vu que cette norme a entre-temps disparu, cette explication a à présent été reprise dans la nouvelle version de l’EN 1090-2. Si un fabricant peut démontrer qu’il peut réaliser sur une base annuelle certains types de soudage correctement d’une manière cohérente, le personnel de coordination de soudage peut décider de réduire le pourcentage d’END complémentaires du tableau 24. Un audit de la production documenté doit alors être exécuté tous les trois mois. En cas de non-conformité, la norme renvoie à l’annexe C de l’ISO 17635:2016. Le problème, c’est que la version de 2016 ne contient pas d’annexe C. L’annexe C était bien présente dans la version de 2010 de la norme. Elle stipule qu’en cas de refus, deux soudages supplémentaires doivent être contrôlés. Si des non-conformités y sont constatées aussi, deux soudages supplémentaires doivent encore être contrôlés. Si des non-conformités y sont à nouveau constatées, tous les soudages similaires doivent être examinés.
Inspection et tests propres au projet
Pour EXC1 à EXC3, il est possible de prévoir dans la spécification d’exécution des exigences imposant des tests de production et/ou des tests sur des assemblages spécifiques. Pour EXC4, il faut identifier des assemblages spécifiques pour l’inspection ainsi que la quantité d’END complémentaires (cela doit satisfaire au minimum aux exigences pour EXC3). Si cela est spécifié, on peut utiliser des ‘classes d’inspection de soudage’ pour classifier des soudages pour l’inspection. Selon la criticité du soudage, une ‘classe d’inspection de soudage’ lui est attribuée, en fonction de laquelle le pourcentage d’END et les méthodes de test sont déterminés. Cela peut donc être intéressant au niveau de la sécurité mais aussi sur le plan économique car l’inspection n’est utilisée qu’aux endroits où cela a du sens. L’annexe L de la norme fournit plus d’informations. La spécification d’exécution doit être utilisée pour définir les classes d’inspection de soudage pour chaque soudage pertinent.
CONCLUSION
Comme cela était le cas avant, beaucoup de choses doivent toujours être définies par le client dans la spécification du cahier des charges. En particulier la classe d’exécution. La norme renvoie ici à l’EN 1993-1-1:2005/A1:2014, annexe C pour la déterminer. La nouvelle version de la norme est devenue plus concrète sur un certain nombre de points et clarifie le terme ‘périodique’, qui apparaissait ici et là dans l’ancienne version. Les exigences posées selon l’EN ISO 5817 de la hauteur de gorge des soudures d’angle sont devenues plus strictes pour EXC1 et EXC2 et en cas de fatigue, les exigences doivent être spécifiées. La norme permet à présent aussi d’organiser les inspections nécessaires sur la base de ‘classes d’inspection de soudage’. Selon la criticité du soudage, une ‘classe d’inspection de soudage’ lui est attribuée. En fonction de celle-ci, le pourcentage d’END et les méthodes de contrôles sont déterminés. Pour les entreprises qui avaient déjà l’habitude de travailler avec l’ancienne version de l’EN 1090-2, cette nouvelle version pourra être mise en place sans problèmes majeur. L’IBS a déjà adapté ses outils de coordination en soudage à la nouvelle norme : procédures EN 1090 ; formation contrôle visuel (2 jours en septembre), exercice de séminaire EN 1090 formation de coordinateur en soudage de base (9 jours entre octobre et décembre 2018), formation complémentaire (4 jours en janvier 2019) et propose une demi-journée de formation spécifique pour répondre aux adaptations de cette nouvelle norme EN 1090-2 le 27 novembre.