DE NOUVEAUX MATERIAUX DEMANDENT UN TRAITEMENT DE SURFACE NOVATEUR
Plasma, corona et flamme comme alternative réalisable
Les traitements au plasma, par effet corona et également les traitements à la flamme constituent une alternative réalisable aux méthodes de nettoyage et d’activation classiques, qui ne peuvent plus toujours rencontrer les exigences d’aujourd’hui. Qu’impliquent ces nouvelles méthodes de traitement de surface? Quels sont les différences, avantages et inconvénients, possibilités d’application réciproques, et comment les tester? Un aperçu.
POURQUOI UTILISER?
Les traitements au plasma et par effet corona sont appliqués fréquemment pour le nettoyage et l’activation des surfaces afin de les préparer à l’usinage suivant. Ceci pour plusieurs raisons. L’utilisation de matériaux (ou combinaisons de matériaux) d’un bon rapport coût-efficacité, légers et durables crée de nouvelles possibilités dans la conception, l’innovation et le développement. Certains de ces matériaux plastiques ou composites sont difficiles à comprimer, encoller ou recouvrir en raison de leur faible énergie de surface. En outre, la législation plus stricte en matière d’environnement et de santé entraîne le remplacement forcé des nettoyages chimiques traditionnels par des méthodes de nettoyage alternatives.
TRAITEMENT PLASMA ET CORONA
Dans ce type de traitements de surface, un gaz (ou l’air) est converti en radicaux et ions au moyen d’une charge hautement électrique, ce qui crée l’état d’agrégation plasma. Ce plasma hautement énergétique est en mesure de casser les liaisons d’hydrocarbures organiques à la surface du polymère et de nouvelles liaisons se forment dans le plasma par les radicaux d’oxygène actifs, comme les groupes hydroxyles (-OH), carbonyles (-C=O), et carboxyles (-COOH). Ces groupes plus polaires modifient la tension surfacique et offrent des groupes réceptifs pouvant contribuer chimiquement à l’amélioration de l’adhérence.
Plasma versus corona
Quelle est précisément la différence entre un traitement plasma et corona et dans quelles applications sont-ils utilisés? Les prétraitements par effet corona et au plasma atmosphérique sont en fait des processus similaires. Dans les deux techniques est créé un plasma par un champ de haute tension entre deux électrodes, ce qui ionise un gaz et forme un plasma. Dans un processus corona classique, le substrat est placé dans le champ de décharge entre deux électrodes, entre lesquelles est appliquée une tension alternative. Une telle électrode est constituée d’un groupe de petits ergots, ce qui produit un plasma qui est composé de nombreuses petites décharges ponctuelles. Ce processus corona classique (corona direct) connaît essentiellement des applications dans l’industrie de l’impression et pour le traitement d’un film plastique dans des applications in-line. La décharge peut aussi se produire quand un matériau est placé à proximité des électrodes, si bien que la technique connaît aussi des applications sur des produits formés (corona indirect). Contrairement au processus corona, la décharge dans un traitement plasma atmosphérique se produit dans la tête plasma, tandis qu’un flux de gaz ou d’air est utilisé pour guider le plasma formé jusqu’au matériau.
Quelques différences intéressantes:
- Les décharges de plasma utilisées fournissent généralement un niveau d’activation supérieur et un traitement plus uniforme que le traitement par effet corona.
- Le plasma formé est exempt de potentiel, si bien qu’il convient aussi pour le traitement uniforme de surfaces conductrices, ce qui n’est possible avec un traitement par effet corona que par l’utilisation d’électrodes spéciales.
- Du fait que le flux de plasma peut être guidé avec une très grande précision, un prétraitement ou nettoyage local est possible, ce qui est p.ex. intéressant pour les processus d’encollage.
- Des torches rotatives ou plusieurs torches dans une géométrie agrandissent la largeur de traitement, de manière à pouvoir traiter également des surfaces plus grandes.
- Le plasma produit lors du traitement plasma atmosphérique a une température chaude, contrairement au corona, ce qui peut poser un problème sur un matériau thermiquement sensible tel que des films ou dans le cas de plastiques à paroi mince. Des systèmes plus nouveaux recourent à un réglage qui envoie le plasma en impulsion, pour limiter l’apport de chaleur.
APPLICATIONS

Malgré les avantages du plasma atmosphérique, le prétraitement par effet corona reste une technique très utilisée, principalement dans des applications planes, comme dans les processus d’impression, les industries textile et du papier, en raison de l’aspect économique et de la simplicité du processus. Pour l’heure, les prétraitements plasma se rencontrent surtout dans des applications à petite échelle et aux exigences de qualité élevées, par exemple l’électronique ou les applications médicales. Lorsque l’accent est mis sur le nettoyage ou le dégraissage d’une surface (métallique), on choisit un traitement plasma, en raison de la température plus élevée lors du traitement et de la plus grande densité énergétique par rapport au traitement par effet corona. Dans l’utilisation du plasma atmosphérique comme technique de prétraitement, l’air comprimé est le gaz utilisé. L’azote ou un gaz inerte tel que l’argon n’est choisi que dans une application spécifique et critique. A l’heure actuelle, il existe aussi des systèmes par lesquels des produits chimiques peuvent être introduits sous forme de brume dans la décharge plasma active, ce qui permet de fonctionnaliser directement des surfaces. Cette technique est connue pour rendre des éléments étanches par exemple, notamment dans les processus de traitement plasma à basse pression.
Le processus batch se déroule sous vide avec un plasma dans un gaz inerte (argon, hélium) avec de faibles concentrations de gaz réactif et de précurseurs (liaisons organo-silicium, organo-halogènes …). En fonction du type de gaz et des paramètres de processus, des fonctions chimiques peuvent être intégrées à la surface du plastique. Un prétraitement peut aussi être exécuté en préalable à un processus de revêtement. Cette technique convient fort bien pour traiter des objets en 3D avec des rainures et des cavités. En raison du dégazage qui peut se produire, cette technique n’est toutefois pas applicable sur tous les plastiques. En comparaison des techniques classiques telles que les bains aqueux ou le traitement à la flamme (voir encadré), un traitement corona ou plasma exige un investissement plus lourd. Celui-ci semble se justifier dans bien des cas par les coûts de fonctionnement plus bas et la qualité améliorée. Un plastique pré-traité par une technique plasma garde les propriétés surfaciques désirées durant quelques semaines à quelques mois.
.
METHODES DE TEST

L’effet d’un nettoyage plasma ou d’une activation de surface peut être mesuré par différentes méthodes de test. La méthode la plus simple recourt à des encres de test Dyne, une série de liquides de test ayant une tension surfacique variable. L’énergie surfacique du substrat coïncide avec la tension surfacique du liquide de test qui humidifie juste encore la surface après 2 secondes. Si l’énergie surfacique du substrat est plus faible que la tension surfacique du liquide Dyne, l’encre de test se contracte et il n’y a pas d’humidification. Pour obtenir une bonne humidification, l’énergie surfacique d’une surface doit être significativement plus élevée que la tension surfacique du revêtement, de l’encre ou de la colle utilisé.
Une autre méthode utilise des mesures d’angle de contact, la diffusion d’un liquide (le plus souvent l’eau) étant exprimée comme une valeur d’angle de contact. Un faible angle de contact indique que la mouillabilité est élevée. En utilisant différents liquides de référence, l’énergie surfacique peut aussi être déterminée. Dans certains cas, la fraction polaire est aussi calculée, vu qu’elle augmentera par l’absorption de groupes polaires dans la surface à la suite d’un traitement d’activation. Les deux techniques permettent de régler de façon correcte les paramètres de processus pendant un processus de prétraitement avant d’appliquer un revêtement, une encre ou une colle. Des tests d’adhérence via un test cross-cut (méthode de peigne grille ou la méthode de test dolly-pull-off sont utilisés pendant l’évaluation finale et quantifient la résistance d’accrochage du système de revêtement avec le support et ainsi l’efficacité du prétraitement.
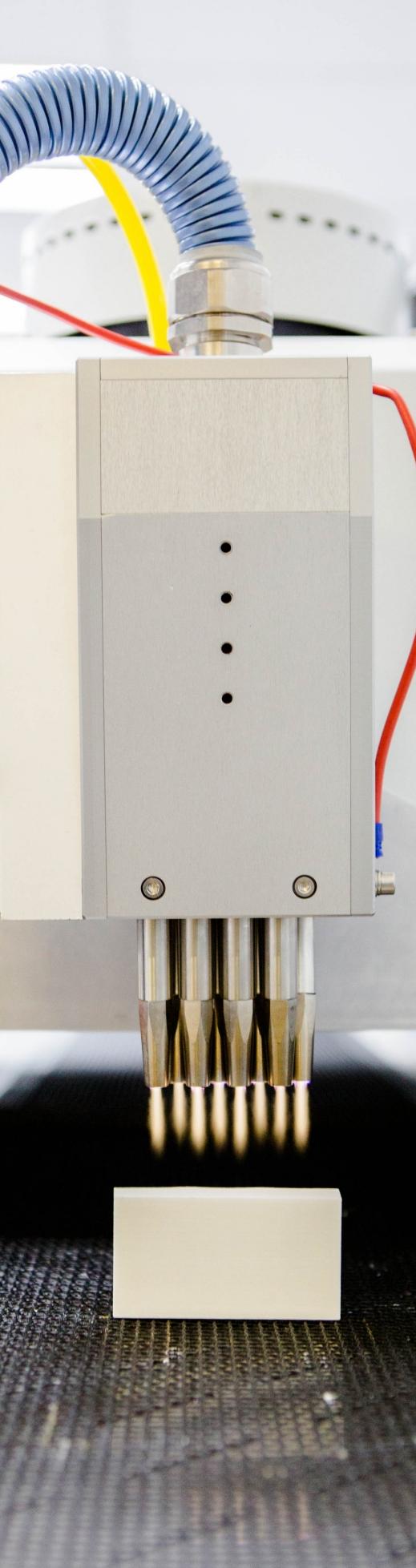
SIRRIS SMART COATING LAB
Sirris utilise un système plasma atmosphérique avec huit torches plasma en formation V. Cette disposition permet de pré-traiter et de nettoyer des surfaces aussi bien planes que légèrement courbées avec une largeur de traitement de 56 mm. Disposé au-dessus d’une bande transporteuse, des processus in-line peuvent être simulés de façon contrôlée tandis qu’un montage sur un bras de robot offre la possibilité de traiter correctement davantage d’éléments formés. L’utilisation d’un plasma en impulsion permet aussi de traiter des matériaux thermiquement sensibles (p.ex. minces films de polymère).
Outre cette technique plasma atmosphérique, Sirris dispose également d’une chambre plasma à basse pression dans laquelle de petits éléments en 3D (30 x 30 cm max.) peuvent être aisément pré-traités. Un appareil corona avec différentes électrodes peut être mis en œuvre pour traiter aussi bien des supports planes que des zones difficiles d’accès.
Plus d'infos sur www.smartcoating.be
ALTERNATIVE: TRAITEMENT A LA FLAMME
Lors du traitement à la flamme du plastique, la surface plastique est brièvement mise en contact avec une flamme de gaz naturels avec excès d’oxygène. Le bon excès d’oxygène est un facteur de processus critique et est dès lors automatisé.
La surface est mise en contact avec la partie oxydante la plus extérieure de la flamme. Ce faisant, des groupes riches en oxygène sont implantés dans les chaînes de polymère sur l’extérieur de la pièce.
Soit on travaille avec un chalumeau fixe, intégré dans une ligne de production, dont la forme est très fortement adaptée au matériau à traiter. Soit on travaille avec un simple chalumeau mobile sur un bras de robot ou avec une commande manuelle. En raison du faible coût d’investissement et de l’absence de substances dangereuses, le traitement à la flamme est la technique de prétraitement la plus populaire pour les plastiques. Mais la technique n’est pas utilisable pour de nombreuses applications, e.a. à cause des déformations causées par la chaleur de la flamme ou parce que des parties non visibles doivent aussi être pré-traitées.