TOUCH-TRIGGER PROBES: COMMENT CELA FONCTIONNE?
Principaux principes de fonctionnement des palpeurs de mesure sensibles
Le nombre de capteurs dans les machines CNC est grand et ne fera qu’augmenter dans les prochaines années. Les outils d’analyse y associés progressent aussi depuis quelques années. La mesure d’une pièce (ou outil) doit, en effet, assurer le contrôle du processus d’usinage par enlèvement de matière. Ce n’est pas un luxe inutile à une époque où tout doit être produit non-stop et que le risque d’imprécisions augmente dans les petites séries. En fait, la mesure est de plus en plus un élément du cycle d’usinage. Depuis toujours, cela se fait par des palpeurs de mesure à commutation, une technologie qui continue de prouver son utilité.
MESURE, C’EST SAVOIR … ET CONTROLER
Il n’y a guère de discussion en fait quant au pourquoi de la mesure d’une pièce ou d’un outil. Le principe est de plus en plus un élément intégral du cycle d’usinage au lieu de se faire entre les quatre murs de la salle de mesure dans une entreprise d’usinage par enlèvement de matière. A l’aide de certaines caractéristiques dimensionnelles critiques, toute la géométrie de l’outil et du produit fini est analysée afin de pouvoir les corriger avant l’usure – souvent déjà pendant le cycle d’usinage. Le suivi du processus peut alors être ajusté, pour ne pas menacer la qualité du produit fini. Mesurer, c’est savoir, mais surtout contrôler le processus d’usinage par enlèvement de matière. Mesurer prend du temps, mais évite à l’opérateur de devoir constater le matin que la machine a surtout produit de mauvaises pièces durant la nuit.
Mesurer sur le lieu de travail

Il fut un temps où la mesure était le domaine exclusif des collaborateurs de la salle de mesure, mais l’automatisation croissante et les exigences sans cesse plus strictes ont fait en sorte que la mesure s’est progressivement déplacée vers le lieu de travail. C’est possible dans la machine ou à côté de la machine. Dans la machine, ceci se fait depuis longtemps, notamment pour déterminer la position zéro d’une pièce avec des palpeurs de mesure. Nouvelle est l’utilisation de palpeurs pour mesurer le produit après l’usinage dans la machine. Comme le résultat est moins fiable en raison de la température, les entreprises peuvent désormais également effectuer des mesures comparatives à côté de la machine.
PALPEURS DE MESURE
La question est de savoir comment mesurer la pièce ou l’outil. De tous temps, on a souvent pensé dans la technique de palpeur aux palpeurs de mesure à contact sensible (touch-trigger probes) permettant de prendre des mesures sur des machines de mesure de coordonnées (MMC). Celles-ci sont utilisées pour résoudre des problèmes complexes avec la précision de mesure. Il s’agit d’un commutateur étendu qui émet un signal quand il établit un contact avec une surface de produit et procure ainsi des données géométriques précises et répétitives. Lorsque ces données sont mesurées pendant tout le processus de production, ceci peut conserver les produits finis dans les spécifications demandées. La qualité du produit fini est souvent le critère déterminant. Un développement récent est l’arrivée du palpeur à balayage, qui détecte bien plus de points dans un délai plus court. Plus récentes encore sont les combinaisons de la mesure par palpation et par balayage dans un seul cycle de mesure. Presque tous ces palpeurs mesurent la géométrie d’une pièce. De plus en plus souvent, des MMC sont équipées de capteurs pour mesurer des formes complexes. Entre-temps, il existe de nombreux capteurs différents. Songez aux capteurs d’accélération pour mesurer l’accélération des axes ou aux sondes de température, capteurs de pression et de force, capteurs de vibrations, … Des capteurs, le plus souvent capacitifs, sont aussi utilisés pour surveiller les liquides d’usinage. Des capteurs de pression mesurent aussi si la pièce est encore bien serrée. Néanmoins, le palpeur de mesure à commutation continue de jouer un rôle important dans l’inspection de la taille de la pièce et de sa position sur la machine de mesure de coordonnées. Des palpeurs de mesure à commutation restent aussi pertinents pour aligner la pièce brute sur la machine, contrôler le produit fini et contrôler les outils.
DIFFERENTS PRINCIPES
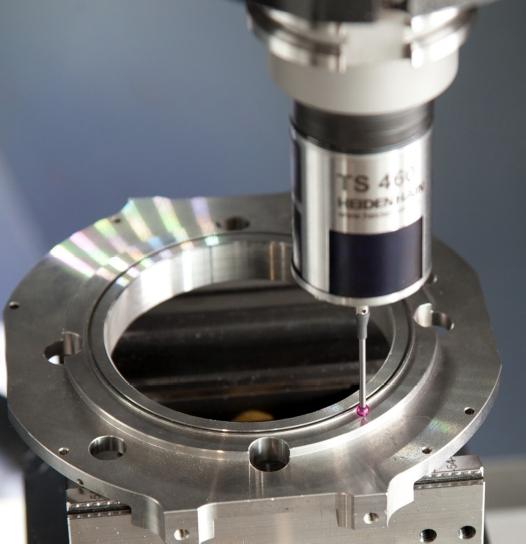
En général, les palpeurs de mesure sont intégrés dans un porte-outils, afin de les inclure dans la broche de la machine et commander CNC. Le palpeur de mesure touche la surface de la pièce avec le stylet (souvent, un petit rubis), si bien que le stylet est courbé hors de sa position standard originale (déflexion). Le palpeur exerce une force minime sur la surface et la machine freinera avant le retrait du palpeur. La déflexion est enregistrée par un commutateur ou capteur dans la sonde au-dessus du palpeur. Puis, les données sont envoyées vers la commande NC. Grâce au ressort, le stylet revient toujours au même endroit par rapport à la broche de machine, en l’absence de contact avec la pièce (répétabilité mécanique). Le palpeur donne toujours un signal pour une déflexion identique dans n’importe quelle direction (répétabilité). Pour l’enregistrement de cette déflexion, les fabricants suivent différents principes.
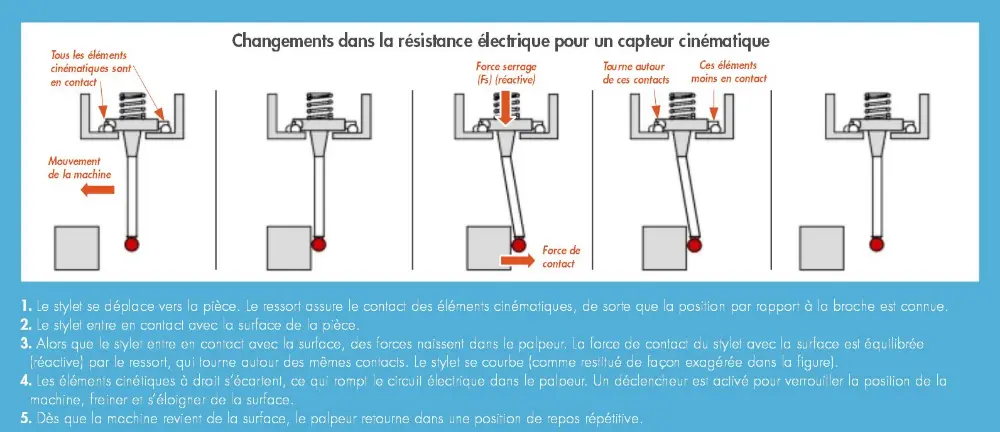
- La mesure du changement dans la résistance électrique d’un capteur cinématique, au moyen d’un assemblage trois points de goujons entre billes.
- Capteur optique avec faisceau lumineux et cellule photoélectrique. Lors de la déflexion, la cellule enregistre un signal, du fait que le faisceau lumineux se courbe.
- Un plateau à ressort avec un goujon qui se déplace par un écran lumineux dans un capteur de mesure opto-électronique.
Circuit électrique
Le tout premier capteur de mesure à commutation est basé sur une classification cinématique à ressort des goujons entre les billes. Ceux-ci donnent différents points de contact qui permettent de maintenir le palpeur sur une position unique, avec répétabilité. Ce mécanisme permet de courber le stylet du palpeur (déflexion) quand il touche la surface de la pièce, tandis que le ressort assure le retour du mécanisme, quand le stylet n’établit aucun contact. Les éléments de contact sont réalisés en carbure de tungstène, une matière dure qui fait en sorte que les points de contact sont petits. Les points de contact sont des endroits où le matériau subit une déformation élastique sous l’influence de la force du ressort. Un circuit électrique qui traverse les contacts, provoque une résistance. La différence dans cette résistance est mesurée par le palpeur.
Jauges de contrainte
Une variante plus neuve de cette technologie réagit aux limites des palpeurs de mesure cinématiques. Des jauges de contrainte en silice sont utilisées sur des endroits et structures bien pensés dans le palpeur de mesure, généralement au-dessus des éléments cinématiques, qui sont encore utilisés pour bien positionner le stylet. Cette évolution a été rendu possible par une électronique compacte moderne et le solid state sensing (capteurs semi-conducteurs). Les jauges de contrainte mesurent la force (contact) exercée sur le stylet et génèrent un déclenchement, dès que la force de tension dépasse une valeur seuil. Elles sont extrêmement sensibles aux forces et détectent même les vibrations de la machine, quand le stylet n’est pas en contact avec la surface de la pièce. En filtrant les circuits dans le palpeur, on peut déterminer si les forces de tension résultent d’une réelle déflexion du stylet.
Commutateur optique sans contact
Un commutateur optique sans contact en guise de capteur est aussi une possibilité. Une LED émet un faisceau lumineux qui agit sur une cellule photoélectrique différentielle. Lorsque ce faisceau lumineux est courbé, la cellule photoélectrique enregistre un signal déclencheur. Dans ce cas, un assemblage à trois points avec des goujons entre des billes procure la position de repos idéale du stylet. Le commutateur optique est engagé sans contact. Ceci augmente la longévité du palpeur de mesure.
Faisceau lumineux
Pour augmenter la vitesse du cycle de mesure, un autre fabricant utilise un faisceau lumineux dans le palpeur de mesure, interrompu par un goujon, ce qui actionne un déclencheur.
Capteur de pression
La précision de mesure peut être accrue, enfin, par un capteur de pression. Celui-ci est plus sensible que la variante optique, mais a une plus faible vitesse d’approche.
PALPEURS DE MESURE A BALAYAGE
En complément des palpeurs à commutation, qui mesurent par points, des palpeurs à balayage ont été développés récemment. Ceux-ci peuvent détecter bien plus de points dans un délai plus court. Avec un palpeur à balayage, le stylet reste constamment en contact avec la pièce. Le principe repose sur le maintien constant de la pression, tandis que le palpeur glisse sur la surface. De cette manière, les variations de géométrie sont directement enregistrées. Cette méthode de travail fournit une grande quantité de données, si bien que la capacité de traitement du logiciel de commande doit être à l’avenant. La mesure par balayage doit fournir des informations bien plus précises, notamment pour les formes livres et les pièces rondes.
CONCLUSION
Les palpeurs de mesure à commutation restent les capteurs de contact les plus utilisés sur les machines de mesure de coordonnées et machines d’usinage CNC, malgré l’utilisation croissante des palpeurs à balayage. Les palpeurs à commutation (touch-trigger probes) continuent surtout de jouer un rôle important dans la surveillance de la qualité et le contrôle du processus de production. Les palpeurs de mesure ont évolué pour répondre aux besoins d’un large éventail de tâches de mesure, une technologie de capteur innovante réalisant de meilleures prestations, une plus longue durée de vie et flexibilité.
Remerciements à Heidenhain, Renishaw et Blum