LES ALLIAGES DE NICKEL CONTINUENT
DE DEMANDER UN USINAGE SPECIAL
Les matériaux exotiques ne sont plus si exceptionnels
Inconel, Hastelloy: des alliages nickel qui sont souvent désignés comme des matériaux exotiques. Ce terme semble toutefois utilisé à tort, car ces alliages ne sont plus si exceptionnels. Ils sont souvent utilisés aussi bien dans le secteur aéronautique que dans le secteur énergétique, tout comme dans l’industrie offshore. Les usineurs les voient donc plus souvent sur la machine. Et cela exige une bonne préparation.
SUPER ALLIAGES
Les ingénieurs qui développent des pièces pour moteurs d’avion ou pour les turbines d’une centrale d’énergie, apprécient les super alliages résistant à la chaleur et contenant du nickel (HSRA). Les matériaux de la métallurgie des poudres résistent à des températures bien plus élevées que les autres alliages. Comme l’efficacité énergétique doit s’améliorer, la température à laquelle les composants critiques sont exposés dans une turbine, est plus élevée. Le revers de la médaille de la grande résistance à la température est une usinabilité difficile. La conductibilité thermique de ces alliages de nickel équivaut à quelque 30% de celle des alliages d’acier ordinaires. La chaleur libérée pendant l’usinage des alliages de nickel de haute qualité (Inconel et Hastelloy sont les marques) ne peut donc pas – ou en tout cas nettement moins – se loger dans les copeaux pour les évacuer. La chaleur menace de pénétrer l’outil. Dans d’autres applications, surtout dans l’industrie offshore, les super alliages sont prisés en raison de leur résistance aux substances chimiques agressives et à la corrosion. La difficulté d’usinage de ces alliages découle du fait que le matériau reste solide à haute température. En raison de la haute température, la surface est souvent encore plus dure, ce qui complique le processus. Cela écourte drastiquement la tenue des outils si l’on ne prend pas les bonnes mesures.
 EFFET D’EPAISSEUR DE COPEAU
EFFET D’EPAISSEUR DE COPEAU
Une première étape est le choix du matériau. Le recuit sans tension fait que le matériau est plus facile à usiner, parce que la surface durcit par le laminage à froid du matériau. Le recuit – si possible – peut allonger la durée de vie des outils. La stabilité de la machine CNC est une seconde exigence. Les forces qui agissent sur l’outil et via la broche sur la machine, sont fortes. Une étude récente révèle que la vitesse de rotation de la broche et l’alimentation par dent sont deux paramètres importants qui influencent les forces sur l’outil. Cependant, cette force varie du fait que l’épaisseur de copeau n’est pas constante. Avec une épaisseur de copeau plus minime, la force de coupe spécifique est plus grande, tandis que celle-ci décroît au fur et à mesure que l’épaisseur augmente. Il faut en tenir compte lors de la programmation de la machine.
LIQUIDE DE REFROIDISSEMENT PULSATOIRE EN ABONDANCE
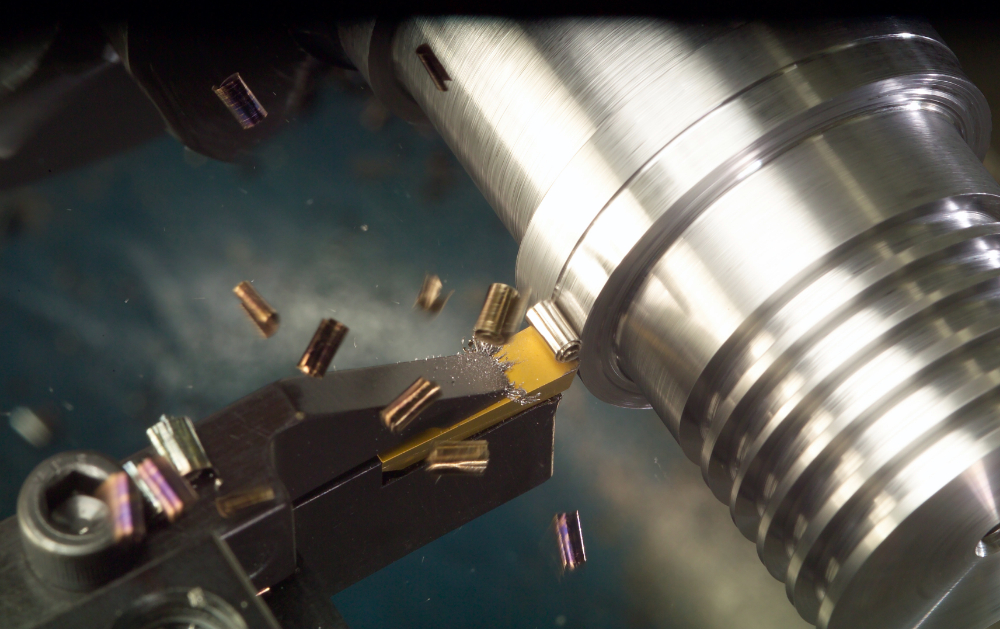
Un troisième facteur récemment étudié dans les instituts de recherche allemands est l’influence de l’arrivée du lubrifiant réfrigérant. Plus spécifiquement, il s’agit de l’application de la lubrification réfrigérante haute pression dans la machine CNC pendant l’usinage de l’Inconel. L’approche conventionnelle n’engendre pas de bons copeaux. Il se crée, par exemple, des copeaux frisés que l’opérateur de la machine doit éliminer à intervalles réguliers pour éviter les problèmes. Ou il se crée de longs copeaux, qui risquent d’endommager la pièce. En orientant le lubrifiant réfrigérant sous haute pression sur la surface de coupe, les copeaux sont mieux cassés et on réduit quelque peu les risques.
Des chercheurs au Werkzeugmaschinenlabor (WZL) à Aix-la-Chapelle ont découvert que la pulsation du jet de lubrifiant intensifie encore l’effet positif. Au lieu d’influencer la pièce par un flux continu de lubrifiant réfrigérant, ils travaillent avec une fréquence de 1 Hz. A chaque fois, la pression est diminuée pendant une demi-seconde. L’effet est que la longueur des copeaux devient prévisible. En jouant sur la vitesse de coupe, on peut prédéfinir la longueur et l’optimiser pour un usinage précis. Lors du post-fraisage, on peut engager le refroidissement haute pression de façon plus efficace pour aboutir à la longueur de copeau optimale. Les résultats de la recherche sont encore récents. Les chercheurs veulent encore poursuivre le travail pour parvenir à un outil logiciel permettant de déterminer la relation entre la longueur de copeau et le lubrifiant réfrigérant. On teste aussi l’utilisation du MQL (graissage minimal). Il est alors important de choisir les bons liquides d’usinage métallique, parce que les constituants lubrifiants doivent adhérer à l’outil. Certains fournisseurs de lubrifiants pour MQL disent que cela leur permet de réduire de moitié la friction sur l’arête de l‘outil.
OUTILS DE COUPE CERAMIQUES
Le quatrième facteur d’influence sur l’usinage des alliages de nickel est l’outil. Un outil relativement inconnu, malgré qu’il existe depuis longtemps, est la plaquette céramique. Elle est utilisée depuis bien plus longtemps dans l’industrie aéronautique, mais souvent pas encore dans la sous-traitance générale. Ceci notamment, parce qu’on a besoin de la bonne stratégie pour maximiser l’effet d’un outil céramique. L’avantage d’une plaquette céramique est que ce matériau résiste mieux aux températures élevées. Alors que les carbures sur un outil en carbure métallique cassent et inaugurent la fin de la plaque à une température de 700 à 800 degrés, la céramique n’atteint son point de fusion qu’au-dessus de 2.000 degrés. Le tournage – ou actuellement aussi le fraisage – à grande vitesse fait grimper la température jusqu’à 1.000 °C et la surface du matériau se ramollit. Ceci confère à la fraise ou à la plaquette en céramique sa haute productivité dans l’usinage des alliages de nickel. Une condition est bel et bien une épaisseur de copeau suffisante.
Dans ce cas-ci, la productivité dans le tournage est jusqu’à dix fois plus élevée. Dans le fraisage, la vitesse de coupe peut être multipliée par trois, à condition que la machine supporte cette alimentation élevée. Certains producteurs de super alliages conseillent des outils céramiques pour usiner leurs matériaux, parce qu’on exclut ainsi le risque de durcissement du matériau.
NOUVEAUX REVETEMENTS PVD
La géométrie de l’arête est une autre donnée importante. La façon par laquelle la plaquette écarte le copeau de la coupe, est surtout importante. Sur les matériaux tenaces, il s’agit d’évacuer le copeau au plus vite, ainsi que la chaleur. Par ailleurs, le substrat de la plaquette peut causer toutes sortes de problèmes si une réaction chimique se crée entre le substrat et le matériau à usiner. Avec de nouveaux revêtements adaptés, les fabricants d’outils tentent d’éviter ceci. En proposant plusieurs géométries, ils permettent de mieux faire coïncider l’outil et la pièce. Ceci signifie, il est vrai, moins de standardisation, mais procure un processus d’usinage plus optimal.