UN MEILLEUR TRANSPORT DE CHALEUR
GRACE A L’ADDITIVE MANUFACTURING
Impression 3D dans la construction de matrices
Le moulage par injection est de loin la méthode la plus utilisée pour la production de masse d’éléments en plastique. La technique est idéale pour la production rapide de grands nombres de pièces identiques avec des tolérances strictes. Vu les coûts de réglage initiaux élevés liés au moulage par injection, la technologie n’est toutefois rentable que pour les gros volumes. Un run typique peut impliquer la production de milliers, voire de millions de composants. Ces coûts de départ élevés pour une matrice en métal ou en aluminium constituent aujourd’hui de plus en plus souvent un problème dans l’industrie du moulage par injection, notamment en raison des séries de plus en plus petites. Celles-ci ne sont souvent pas réalisables financièrement en raison des coûts élevés pour la production des outils.
TAILLES DE SERIE LIMITEES
Additive manufacturing
Lorsque le problème des coûts élevés pour la production d’outils se pose, l’impression 3D peut constituer une réponse. Par le passé, l’additive manufacturing était surtout utilisé dans le processus de conception. La technique était utilisée pour réaliser des prototypes de composants qui seraient par la suite moulés par injection. Aujourd’hui, les imprimantes sont aussi souvent utilisées dans le processus de production, mais l’impression directe de composants ne remplace néanmoins pas (encore) le moulage par injection de ce même composant. Les propriétés physiques d’un composant imprimé en 3D sont ainsi notamment très différentes de celles d’éléments moulés par injection.
Empreintes rapportées en plastique imprimées en 3D
La solution? Des empreintes rapportées imprimées en 3D. Grâce aux avancées technologiques en matière de précision d’impression, de finition de surface et de matériaux, les imprimantes 3D peuvent aujourd’hui aussi produire directement ces éléments de matrice. L’impression 3D (souvent au moyen de plastiques spécifiques conçus pour l’impression de matrices) permet de réaliser rapidement pour quelques centaines d’euros une matrice low-run, convenant pour des séries de dix à une centaine de composants. Selon la taille des composants, l’empreinte rapportée est souvent prête en quelques heures. Ces empreintes rapportées sont par conséquent conçues bien plus vite et pour moins cher que leurs concurrents en acier classiques.
Avantages
Les coûts moins élevés grâce aux empreintes rapportées imprimées en 3D et l’exécution rapide de modifications sont les avantages décisifs pour les utilisateurs. La longévité de ces matrices constitue toutefois un inconvénient de taille. Les températures et pressions élevées ont une grande influence sur les empreintes rapportées et le nombre de shots possibles avec de telles empreintes rapportées en plastique imprimées diminue de ce fait: la longévité des matrices en plastique imprimées est souvent limitée à quelques centaines de pièces.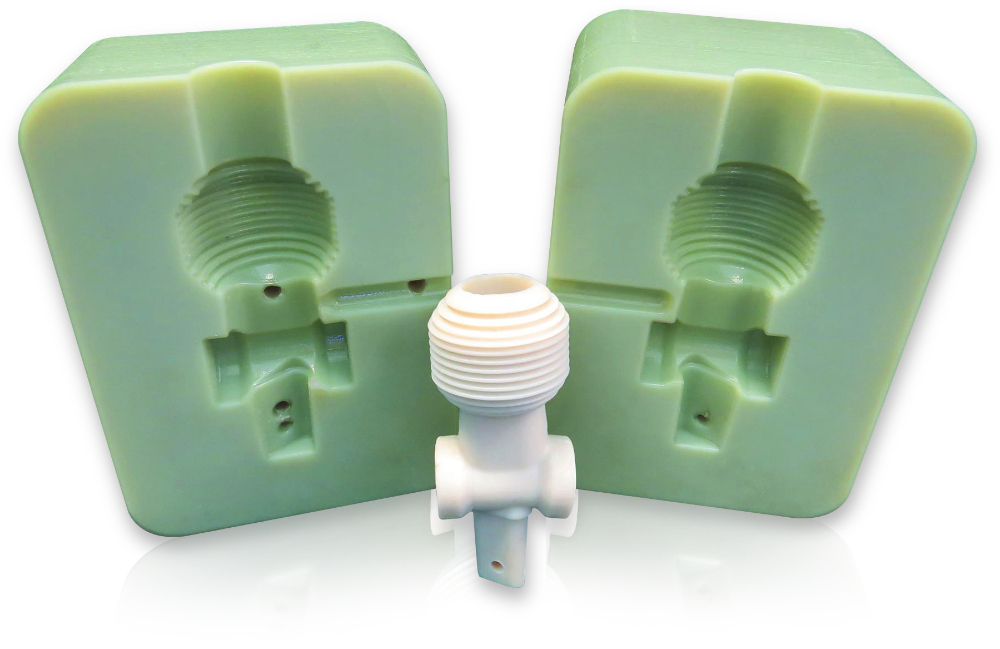
VOLUMES PLUS IMPORTANTS
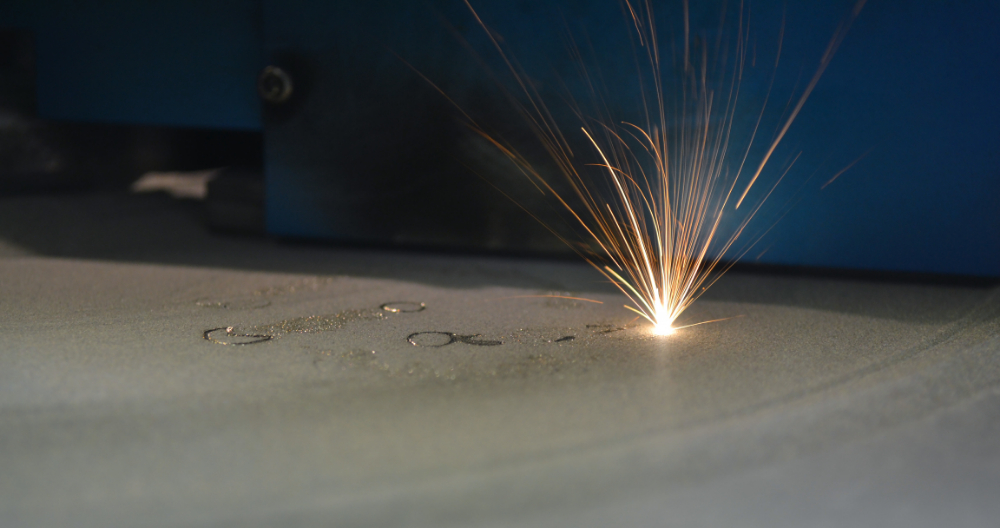
Empreintes rapportées imprimées en métal
Pour les plus grandes séries et les nombres moyens, de nombreux utilisateurs sont en quête d’une solution plus durable, comme l’utilisation d’empreintes rapportées imprimées en métal. Le Selective Laser Melting (SLM), ou Direct Metal Laser Sintering (DMLS), est la principale technologie utilisée pour imprimer ces éléments d’outil. Dans le cadre de cette ‘technologie à lit de poudre’, une couche de poudre de métal (p.ex. titane, acier à outil, inox ou aluminium) est liée, sous le contrôle d’un laser, à une couche précédente au moyen de fusion ou de frittage. Cela donne finalement un objet entier en 3D. Ce processus permet aux ingénieurs d’optimiser la conception des canaux de refroidissement. Cela est important car le moulage par injection est un processus lors duquel des composants sont créés en injectant de la matière fondue sous pression dans une matrice. La matière comble les cavités du moule et se fige en refroidissant en adoptant la forme de la matrice. Ce refroidissement est crucial pour la qualité du composant produit.
Usinage
Les méthodes de production classiques d’empreintes rapportées (via des méthodes soustractives) présentent différentes restrictions pour l’optimisation des canaux de refroidissement. La majorité des outils de moulage par injection et matrices sont réalisés avec des canaux de refroidissement percés ou fraisés dans un bloc d’acier. L’eau froide passe par ces canaux pour refroidir le noyau et extraire la chaleur du plastique. L’efficacité de cette méthode est toutefois limitée quand une forme complexe doit être formée, vu que les canaux percés de manière traditionnelle peuvent uniquement suivre une ligne droite, ce qui augmente la distance entre la cavité et le canal de refroidissement. Le résultat? Une évacuation irrégulière de la chaleur dans l’outil et des niveaux de température irréguliers à la surface de la cavité. Cette situation peut aussi donner lieu à un refroidissement irrégulier causant des tensions internes. Ces tensions peuvent entraîner à leur tour une déformation (augmentant, elle, la vitesse de rebuts).
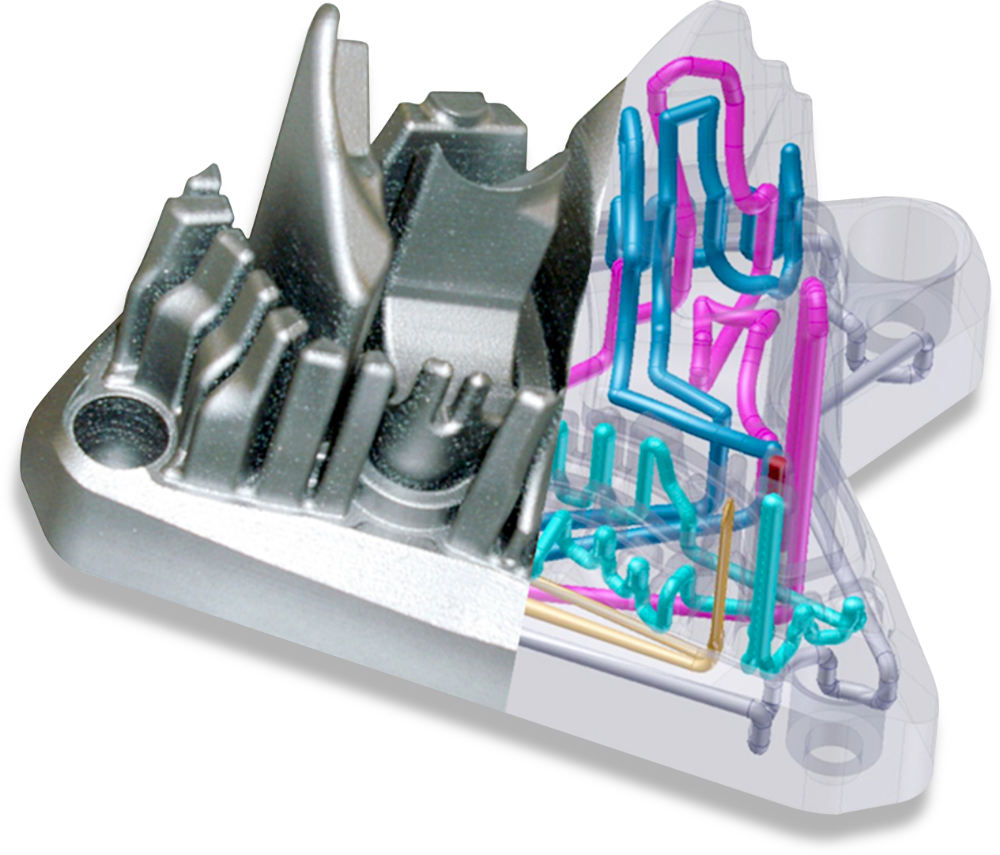
‘Conformal cooling’, formule magique
La pratique du ‘conformal cooling’ surmonte cet obstacle. La liberté de forme de la technologie SLM permet d’imprimer des composants avec des canaux de refroidissement internes très complexes et détaillés. Ceux-ci peuvent être conçus spécifiquement par profil afin de garantir une évacuation de chaleur la plus efficace possible, surtout s’ils suivent scrupuleusement la forme et les contours du composant (de manière à se ‘conformer’ à toute forme), tout en restant près des parois intérieures de l’outil pour plus d’efficacité. L’intégration de ces canaux de refroidissement conformes de quasiment toute géométrie imaginable offre au concepteur d’outils une flexibilité unique pour le contrôle de la température des outils.
Avantages
La possibilité de contrôler la température dans la matrice de manière optimale comporte deux avantages:
-
Cela améliore d’une part la vitesse de processus, car on peut refroidir les objets plus rapidement.
-
On tente d’autre part de réduire le nombre de pièces manquées, en visant avec une température plus élevée et répartie plus uniformément une meilleure qualité de surface.
Plus cette qualité est bonne, moins les composants se déforment (et moins d’exemplaires manqués sont jetés). Grâce au refroidissement conforme, les performances de refroidissement peuvent s’améliorer dans certains cas de 40% – ce qui réduit à son tour la durée de cycle de plus de 10%.
FINITION
La finition de surface de telles matrices est cruciale, surtout pour le moulage de composants en plastique avec une fonctionnalité esthétique. Vu que les empreintes rapportées en métal sont imprimées couche par couche, elles ont toujours une texture de surface relativement brute après l’impression. Elles sont finies et polies en mode CNC afin de réduire la rugosité de surface pour obtenir une surface définie et souhaitée.
(Renishaw Benelux)
LA STRATEGIE A LONG TERME PAIE
Prix, coûts de production & conception
Si on regarde uniquement les coûts d’achat ou de fabrication, les empreintes rapportées en métal fabriquées selon une méthode additive sont souvent plus coûteuses que leurs pendants fabriqués de manière traditionnelle, en particulier parce que les noyaux de matrice exigent un outillage plus gros pour les fixer. A long terme, la conception de la variante additive garantit cependant des coûts moins élevés. Le coût peut, en effet, être récupéré grâce aux durées de cycle améliorées. Les coûts de production sont ainsi réduits pour les gros volumes. Des aides conventionnelles comme l’utilisation de conducteurs thermiques en cuivre spéciaux ou autres mesures complexes sont, en outre, pour ainsi dire superflues.
Tenue d’outil & durée de vie
La tenue d’outil d’une empreinte rapportée en métal équivaut à celle d’un outil usiné à la machine. Les outils en métal imprimés en 3D peuvent produire jusqu’à un million de composants en plastique moulés par injection et des milliers de composants en métal moulés. Le niveau de température uniforme obtenu pendant le processus améliore la longévité de l’outil.
Propriétés thermiques & poids
L’impression de matrices complètes fait également l’objet d’expérimentations. Celles-ci sont optimisées d’un point de vue topologique, de façon à ce qu’outre de meilleures propriétés thermiques, le poids soit aussi fortement réduit, avec des économies pouvant atteindre sur ce plan jusqu’à 70% par rapport aux outils fraisés de manière traditionnelle.
CONCLUSION
Dans l’industrie de l’outillage, la pression sur les coûts est généralement élevée. Ces coûts peuvent être gérés en partie en optimisant le cycle de production de la machine et en réduisant les déchets. L’impression 3D peut y contribuer. Cela est possible en plastique mais si une grande résistance à l’usure est exigée des matrices, aussi en métal. La possibilité de prévoir des canaux (de refroidissement) internes complexes est une bonne raison d’opter pour la production additive. Cela permet une combinaison de géométries complexes, une optimisation souhaitée du transport de chaleur dans un espace aussi souvent limité. Cela génère un gain de temps pendant le refroidissement, ce qui peut réduire la durée de cycle de 10 à 20%. Le risque de déformation est réduit aussi, ce qui améliore la qualité des composants.
Attention, la décision d’une empreinte rapportée en métal imprimée ou d’une matrice en aluminium ou en acier traditionnelle doit être prise lors de la phase de conception des matrices ou empreintes rapportées. L’ingénieur doit être familiarisé avec les possibilités de la technologie 3D pour être en mesure de concevoir une matrice de qualité et abordable avec les possibilités supplémentaires.