NOUVELLE GENERATION DE SYSTEMES DE CHANGEMENT RAPIDE POUR OUTILS
Première étape vers plus de productivité dans le fraisage et le tournage
Le chargement automatique est l’étape la plus radicale pour augmenter la productivité et écourter les temps de passage des commandes. En fait, cela doit être la dernière étape. Car même sans robots et chargeurs à portique, les entreprises d’usinage peuvent faire tout le nécessaire pour parvenir à des temps de passage plus courts. Accordez surtout l’attention aux temps d’arrêt des machines, provoqués par l’obligation de les régler pour un autre produit. Les systèmes de changement rapide pour outils peuvent procurer de sérieuses économies.
SYSTEME DE CHANGEMENT RAPIDE OU SYSTEME D’OUTILS MODULAIRE
 Les systèmes de changement rapide d’outils ne sont pas nouveaux. Ils existent depuis longtemps, aux côtés des systèmes d’outils modulaires avec lesquels ils sont confondus. Ces derniers systèmes sont totalement différents d’un système de changement rapide. Le système d’outil modulaire est une solution liée à un seul fabricant spécifique, souvent même à une seule ligne d’outils spécifique. Au lieu de changer l’outil complet, on change par exemple uniquement la partie qui comporte l’outil coupant. Le grand avantage est surtout l’économie de coûts.
Les systèmes de changement rapide d’outils ne sont pas nouveaux. Ils existent depuis longtemps, aux côtés des systèmes d’outils modulaires avec lesquels ils sont confondus. Ces derniers systèmes sont totalement différents d’un système de changement rapide. Le système d’outil modulaire est une solution liée à un seul fabricant spécifique, souvent même à une seule ligne d’outils spécifique. Au lieu de changer l’outil complet, on change par exemple uniquement la partie qui comporte l’outil coupant. Le grand avantage est surtout l’économie de coûts.
Au lieu d‘enlever un foret complet en carbure métallique, tige comprise, parce que les arêtes sont usées, on change uniquement la partie avec l’outil coupant. Les systèmes de changement rapides pour outils, par contre, sont une interface entre l’outil réel et le mandrin dans la broche. Avec un tel adaptateur, on peut régler un outil en dehors de la machine, donc en dehors du temps d’usinage, et le changement ne demande qu’une fraction du temps perdu pour régler l’outil dans la machine.
PLUSIEURS AVANTAGES
Les systèmes de changement rapide viennent toujours de l’atelier de tournage. Sur les tours avec un revolver est né le besoin pressant d’un système permettant de changer en un court délai des outils préréglés.
Le réglage d’un outil dans le revolver coûte non seulement un temps de production, mais est souvent perçu par l’opérateur de la machine comme un travail moins ‘amusant’ d’un point de vue ergonomique. Le système de changement rapide dépend du fournisseur. Tant que l’outil convient à l’adaptateur choisi, la sélection de l’outil et du fabricant d’outils est entièrement libre.
Un système de changement rapide offre encore un second avantage dans le cas d’un revolver d’outils. Etant donné que l’unité de serrage est souvent destinée à plusieurs types d’outil, on a moins besoin de ces unités, parce que l’adaptateur est l’élément qui est changé avec l’outil. La progression de toutes les machines multitâches, sur lesquelles les pièces sont usinées complètement en un seul serrage, ont intensifié considérablement l’utilisation des systèmes de changement d’outils. Les fabricants qui se chargent de leur production – sous licence ou pas – sont devenus nettement plus nombreux et on investit également dans le développement de ces systèmes spécifiques.
SUCCESSEUR DE L’INTERFACE BMT
Un premier prototype du nouveau concept précité a été montré il y a quatre ans sur AMB. Le Werkzeugmaschinenlabor (WZL) à Aix-la-Chapelle a développé avec quelques partenaires de l’industrie un nouvel adaptateur pour les revolvers d’outils dans les tours CNC. Cette année, le standard définitif sera présenté en octobre. Le système est baptisé pti et la première dimension est 65; à court terme, un pti 42 et un pti 54 compléteront le système. Les trois lettres du nom signifient polygonal turning interface et cela concerne un adaptateur universel.
D’où le fait que le standard sera pour les fabricants le point de départ du développement de leurs nouveaux systèmes sur cette base. La variante radiale est prête à entrer en production, la version axiale doit encore être développée. Les instigateurs visaient à développer un système plus flexible que les BMT et VDI existants, deux adaptateurs très fréquents et souvent utilisés. Le nouveau système doit offrir une plus grande précision après le changement, une plus grande rigidité et moins de fléchissement. Le couple maximal pouvant être transmis est aussi plus élevé. On joue ici sur la complexité croissante des pièces, la demande d’une qualité supérieure et la progression des matériaux moins faciles à usiner. Ce sont justement ces matériaux, comme les superalliages, qui engendrent une grande sollicitation de l’outil. Les développeurs allemands du standard pti pensent que les mandrins VD et BMT ont atteint leurs limites sur ce plan-là.
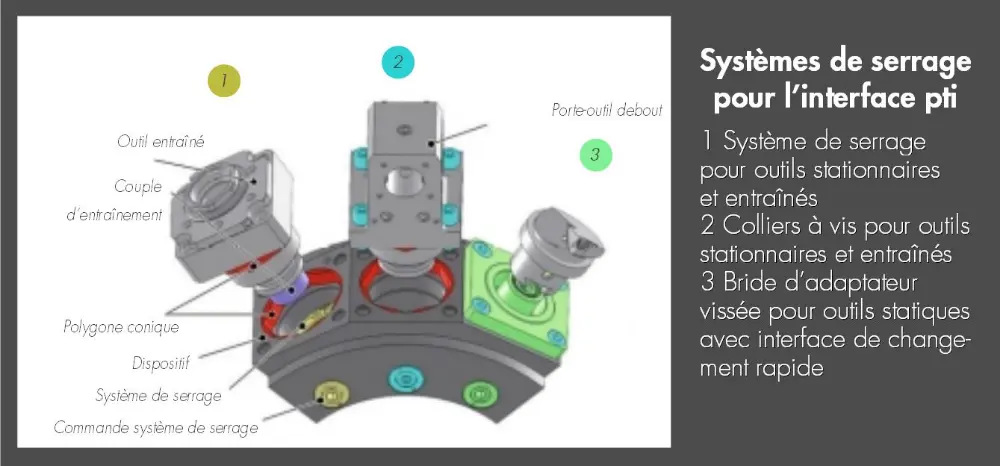
Le nouveau système pti convient à la fois aux outils stationnaires et entraînés dans le revolver. La force de serrage varie de 40 kN pour le système le plus petit à 75 kN pour le plus grand, ce qui permet de transmettre un couple de 85 Nm à 12.000 min-1. A titre de comparaison: le système VDI existant permet de transmettre une force maximale de 63 Nm à10.000 min-1.
Dans le WZL, on est déjà parvenu à transmettre un couple d’entraînement de 100 Nm sur un outil de 28 mm de section. Ces résultats découlent du polygone octuple par lequel le support est placé dans le revolver. Celui-ci améliore le serrage du fait que la surface de contact totale du polygone est plus grande.
 L’une des autres exigences auxquelles le nouveau standard doit satisfaire, est le guidage du lubrifiant réfrigérant à travers l’outil. Cette exigence est aussi liée aux alliages plus difficiles à usiner. En même temps, on a posé en exigence le fait que le changement d’outil doit rester facile.
L’une des autres exigences auxquelles le nouveau standard doit satisfaire, est le guidage du lubrifiant réfrigérant à travers l’outil. Cette exigence est aussi liée aux alliages plus difficiles à usiner. En même temps, on a posé en exigence le fait que le changement d’outil doit rester facile.
Avec la nouvelle interface, des outils aussi bien longs que courts peuvent être serrés et desserrés avec seulement une clé hexagonale. Ceci résulte du tendeur flottant conçu à cet effet.
Le temps nécessaire pour changer l’outil est réduit de moitié avec la nouvelle interface par rapport à un mandrin BMT. Ce gain de temps doit compenser les investissements plus élevés. Lors de la présentation il y a quatre ans, on évoquait des coûts presque doubles par rapport à un mandrin BMT.
POUR LA FRAISEUSE
Les systèmes de changement rapide se rencontrent à l’heure actuelle aussi sur les fraiseuses. Ici, les mêmes développements en termes d’usinabilité des matériaux et des exigences de précision induisent des systèmes de changement qui résistent aux forces plus élevées. Les fabricants de machines et de broches font tout pour garder les vibrations, créées par les forces élevées pendant le processus d’usinage, hors de la machine. Le maillon le plus faible dans la chaîne est le mandrin.
Volume de copeaux plus important
 Certains fabricants d’outils affirment que l’actuelle technologie d’outils, associée aux machines modernes, permet un volume de copeaux nettement plus grand, mais que l’interface entre l’outil et la broche est le facteur limitatif. En effet, cette interface doit résister aux forces élevées constantes tout en étant suffisamment rigide pour éviter le fléchissement de l’outil ou l’apparition du broutage.
Certains fabricants d’outils affirment que l’actuelle technologie d’outils, associée aux machines modernes, permet un volume de copeaux nettement plus grand, mais que l’interface entre l’outil et la broche est le facteur limitatif. En effet, cette interface doit résister aux forces élevées constantes tout en étant suffisamment rigide pour éviter le fléchissement de l’outil ou l’apparition du broutage.
Grande force de serrage et grande précision de répétabilité
Une grande force de serrage et une grande précision de répétabilité sont les deux concepts-clés. Un tel système de changement rapide qui est vendu depuis plus de vingt ans pour les fraiseuses, est constitué d’une unité de serrage et d’une tête pour l’outil coupant. A l’origine, ce système a été conçu pour Boeing, mais il est disponible librement pour bien d’autres marques de machines usuelles depuis des années. Sur un tel système, il s’agit de pouvoir transmettre le couple de la broche sur l’outil tout en conservant la rigidité du système total. Les fraises à tige sont désavantagées, parce que ce sont le plus souvent déjà des outils plus longs. Plus les surfaces de contact sont nombreuses, plus la rigidité est grande et plus le débit de copeaux réalisable est grand (Material Removal Rate, MRR).