FIXER POUR MIEUX PRODUIRE
Pourquoi le système de serrage à point zero est un must
Précision, exactitude, fiabilité … Tous ces termes visent un même objectif: la qualité. Pour atteindre cet objectif, la pièce doit pouvoir être usinée selon les propriétés ci-dessus. Un point essentiel dans ce processus est la fixation de la pièce afin de pouvoir exécuter les bons usinages avec précision et exactitude. Découvrez les outils de serrage, faisant en sorte via différentes techniques qu’une pièce soit fixée afin que l’objectif final – la qualité – soit à portée de main.

SERRER ET FIXER
Celui serrant quelque chose veut que ce quelque chose soit fixé. Cela est nécessaire car les forces générées sur la pièce pendant un usinage ne sont pas des moindres: pour pouvoir réaliser un copeau de 1 mm³, il faut par exemple pour l’acier une force de coupe de minimum 1.700 N/mm². Pour que la pièce reste en place, il faut donc exercer la force nécessaire dessus.
Le serrage d’une pièce sert avant tout à garantir la meilleure qualité. Et pour la garantir, il faut surtout éviter certaines choses comme les vibrations, une force de serrage excessive entraînant une déformation, des écarts de dimension au niveau de la pièce et la pièce qui saute à cause des forces excessives exercées dessus. Surtout dans ce dernier cas, les conséquences peuvent être sérieuses. Une partie de la machine peut être endommagée.
 Réduit le temps de réglage pour les pièces usinées et non usinées
Réduit le temps de réglage pour les pièces usinées et non usinées
GARANT Xtric est la nouvelle pince centrée du groupe Hoffmann. Elle est équipée d'un système innovant de changement rapide de cuvette, qui permet une conversion simple, rapide et sans outil au moyen d'un mécanisme à déclic, ainsi qu'une précision de remplacement de l'ordre du micromètre.
Lisez plus
PLUS QUE LA FORCE DE SERRAGE
Celui serrant une pièce parle de la force de serrage. Mais il faut aussi prendre les autres forces en compte. Ce n’est pas parce qu’une pièce est serrée parfaitement sur l’axe x qu’elle peut résister aux mêmes forces sur l’axe y. Et quid de la force de traction (sur l’axe z), par exemple dans le cas d’un foret ou d’une fraise à angle de spirale élevé? Celui n’y prêtant pas attention verra comme sa pièce sera arrachée du serrage. Tenez également compte du frottement, comme lors d’une rotation. C’est pourquoi le coefficient de friction doit être suffisamment élevé entre la pièce et l’outil.
de pouvoir exécuter les bons usinages avec précision et exactitude.
TECHNIQUES DE SERRAGE
La technique utilisée dépend quasiment toujours de la pièce même, de sa forme, du matériau, de l’usinage demandé, etc.
Pince ou vis de serrage
Comme l’étau manuel, la pince ou vis de serrage est assez simple à l’emploi. Il faut, en revanche, faire attention aux déformations; en serrant l’outil trop fort, une pièce ou (pire encore) l’outillage peut être déformé. Des fabricants ont développé une solution en guidant la tension en interne: toute la force exercée reste à l’intérieur du mécanisme.
Simple versus concentrique
Nous faisons une distinction entre les types simples et concentriques (ou pince de centrage). La variante simple est une partie mobile serrant une pièce avec la pleine puissance contre un objet fixe; dans le cas du type concentrique, la pièce est serrée entre deux mâchoires mobiles. La force sur la pièce est ainsi réduite de moitié. La pince de serrage est à commande pneumatique ou hydraulique.
nécessaire peut être répartie sur les deux mâchoires.
Mandrin
Pour cette technique de serrage, on a le choix entre un élément de serrage à deux, trois, quatre ou six mors. Plus il y a de mors, mieux cela vaut-il? Cela aide à éviter la déformation. Par contre, il est difficile d’exercer la même pression sur tous les mors afin que la pièce soit serrée aussi bien sur les quatre ou cinq mors. C’est pourquoi on opte souvent pour un mandrin à trois points: aucun des trois mors ne sera, en effet, moins performant que les deux autres.
Eviter la déformation
Comme la pression n’est exercée qu’en quelques points, le risque de déformation est réel. Pour l’éviter, des éléments de serrage à segment peuvent être utilisés, qui répartissent la pression du mors sur un segment complet de la surface.
Serrage magnétique
En créant un champ magnétique à travers la table de la machine, une pièce peut être fixée pour l’usinage. La plaque magnétique peut avoir un fonctionnement mécanique ou électromagnétique. L’avantage d’un serrage magnétique est la liberté autour de la pièce. Un usinage sur cinq axes ne pose ainsi pas de problème. Quelques conditions doivent ici être remplies: la surface de contact doit par exemple être suffisamment grande pour générer l’effet magnétique. Plus cette surface est plane/lisse, plus le magnétisme sera aussi efficace. L’état du matériau est important aussi: si le matériau est trempé ou revêtu, cela a un effet néfaste sur l’action magnétique. Le matériau même joue également un rôle: l’acier (tendre) se prête mieux au serrage magnétique que la fonte. Sans oublier l’épaisseur du matériau: elle est idéalement plus grande que la moitié de la distance entre les pôles afin que le flux magnétique reste à l’intérieur du matériau. Prévoyez dans ce sens aussi suffisamment de pôles: plus il y a de pôles, plus il y aura de force de serrage. Pour un effet optimal, les pôles nord et sud sont positionnés comme un damier.
Serrage via le vide
Une pièce peut également être fixée en créant un vide. Pour ce faire, une pompe à vide est raccordée à la table de serrage; cette pompe génère une dépression et la pièce est ainsi fixée par aspiration. Une autre technique basée sur le vide utilise un éjecteur à vide. Il s’agit d’un tuyau avec un rétrécissement, créant une diminution de pression via l’effet Venturi. La force de l’éjecteur (50 l/min.) est moins élevée que celle de la pompe (300 l/min.) mais il consomme évidemment moins d’énergie. L’avantage de ces techniques, c’est qu’elles peuvent aussi fixer des pièces en plastique, contrairement au serrage magnétique. On peut aussi travailler avec un film à vide. Ce film perméable à l’air est placé entre la table et la pièce et permet d’usiner la pièce sans endommager la table.
Lisez plus au-dessus la photo...

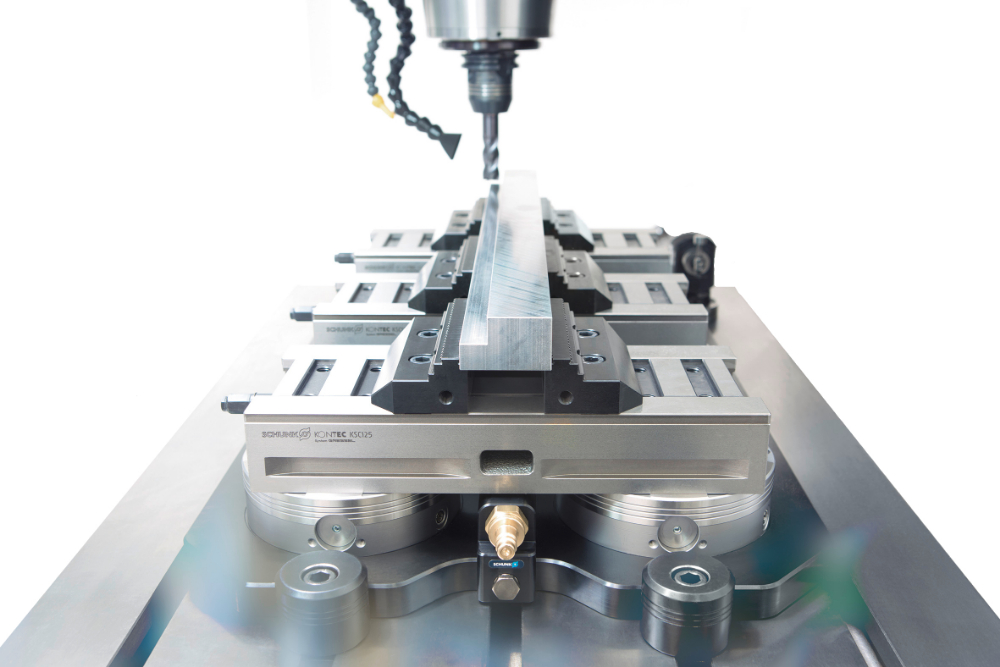
CHERCHER LE POINT ZERO
Lors du positionnement de la pièce sur la table de serrage, il faut toujours chercher le point zéro précis, afin que le centre d’usinage ou la machine (fraiseuse) sache exactement comment la pièce est positionnée – et que cette position est la même pour toutes les pièces. Un bon système de serrage à point zéro causera donc bien moins de soucis. Aujourd’hui, ce point zéro est déterminé via la table de serrage: celle-ci est positionnée de manière exacte et est conçue de façon à ce qu’un élément de serrage – comme une pince de serrage – ne puisse être placé que d’une seule manière sur la table. Cela se fait avec une forme spéciale sur l’outil afin que celui-ci puisse toujours être fixé de la même manière sur la table de serrage.
L’atout majeur de ce système, c’est qu’il peut booster l’efficacité car il comporte deux avantages: l’outil de serrage peut ainsi être changé rapidement et facilement car la position exacte ne doit pas être déterminée à nouveau à chaque fois; l’outil ne peut être fixé qu’en une seule position. Ce changement peut, en outre, être automatique. On estime ainsi que la machine ne sera à l’arrêt que 10% du temps, par rapport à 50% sans système de serrage à point zéro.
Autre avantage du système à point zéro: vous pouvez régler des tolérances plus petites. Comme votre pièce se trouve toujours en la même position, vous gagnez déjà ici les tolérances nécessaires. Conséquence: une plus grande reproductibilité, moins de pièces refusées et donc une fiabilité accrue et de ce fait une meilleure qualité.
Merci à Hagro Precisie, Leering Hengelo en Schunk INTEC.

La force de serrage nécessaire doit donc être exercée pour y résister.