EVALUATIONS DANS LE CHOIX D'UNE MACHINE A CINQ AXES
La construction de la machine est la base
 Dans les prochaines années, les exigences posées à la précision et à la qualité de la surface des composants seront encore intensifiées. Dans le même temps, on attend une fonctionnalité sans cesse accrue, ce qui se traduit dans une plus grande complexité et l'application de matériaux avancés, mais souvent difficiles à travailler. Des raisons suffisantes pour s'intéresser à la construction de la machine lors d'un prochain investissement dans un centre d'usinage à cinq axes, car celle-ci constitue littéralement la base de ce qui est réalisable. La vision d'avenir évoquée ci-dessus a été esquissée durant le récent séminaire 'Usinage 2020', organisé par Mikrocentrum dans un exposé de Willem van Dam, actif chez Dymato. Un compte-rendu.
Dans les prochaines années, les exigences posées à la précision et à la qualité de la surface des composants seront encore intensifiées. Dans le même temps, on attend une fonctionnalité sans cesse accrue, ce qui se traduit dans une plus grande complexité et l'application de matériaux avancés, mais souvent difficiles à travailler. Des raisons suffisantes pour s'intéresser à la construction de la machine lors d'un prochain investissement dans un centre d'usinage à cinq axes, car celle-ci constitue littéralement la base de ce qui est réalisable. La vision d'avenir évoquée ci-dessus a été esquissée durant le récent séminaire 'Usinage 2020', organisé par Mikrocentrum dans un exposé de Willem van Dam, actif chez Dymato. Un compte-rendu.
DISTINCTION
Pour la plupart des entrepreneurs actifs dans le domaine de l'usinage, ce ne sera pas un scénario surprenant. Outre les exigences dénommées, la productivité ne doit pas être perdue de vue, car la concurrence internationale ne reste pas inactive. Ceci fait que cela vaut plus que jamais la peine d'examiner la construction de la machine et les qualités qui en découlent lors de l'acquisition d'un nouveau centre d'usinage. Qu'il s'agisse de précision, de productivité et de fiabilité, la machine constitue dans tous les cas la base primaire et est déterminante dans une large mesure pour ce qui est réalisable. La maîtrise de la température et les vibrations (les plus grands malfaiteurs qui sapent le processus de fraisage) constituent aussi un aspect crucial. Les résultats optimaux sont effectivement atteints quand les spécifications d'une machine coïncident de façon optimale à un produit spécifique et aux exigences en vigueur. Car l'usinage de volume d'un grand élément en aluminium exige d'autres spécifications que le fraisage d'un petit élément en titane nécessitant précision et finition parfaite. Une machine capable de satisfaire à tous les souhaits dans le domaine du fraisage est hélas une illusion, a clairement illustré l'exposé de Willem van Dam, area sales manager chez l'importateur de machines Dymato à Veenendaal. Différentes marchés réclament des solutions différentes, affirme-t-il. Dans l'approche du marché, Dymato opère la distinction entre usinage universel, fraisage à grande vitesse et usinage de grandes pièces.
UNIVERSEL
 Comme postulé, la combinaison optimale de qualité et de rendement est atteinte quand un centre d'usinage est totalement adapté à un certain type d'usinage. Dans la pratique, il est toutefois rare qu'un sous-traitant puisse occuper entièrement une machine par une certaine commande ou un ensemble d'usinages comparables. Très souvent, il est question d'une grande diversité de produits, de matériaux et d'usinages, et pour des considérations de coûts, une machine universelle est vite tout indiquée. Une 'allrounder' qui procure le meilleur rendement moyen sur toute la ligne. Mais une évaluation critique des possibilités est aussi essentiel. S'il s'agit de la largeur de la plage d'usinage, une construction à portique est la solution la plus adéquate selon Van Dam. Du point de vue de la technique constructive, cette option offre aussi les meilleures possibilités grâce à la construction symétrique, afin de maîtriser le jeu des forces et les effets de température (conception thermosymétrique). Dans une exécution en cinq phases, ces machines peuvent être dotées de tables tournantes/basculantes. Pourvus de moteurs direct drive, tant l'axe A que l'axe C sont pilotés de façon rapide et avec une grande précision, parce que les transmissions manquent. Un bon exemple de centres d'usinage universels dans le programme de Dymato sont les machines de Hyundai Wia. Sur le tout nouveau centre d'usinage à cinq axes, le XF3600, le banc et la colonne sont fabriqués dans une structure monobloc, de manière à atteindre une rigidité maximale et la plus grande précision possible. Ceci est encore renforcé par le fait que les moteurs de l'axe A sont entièrement enclavés par le bâti monobloc. Les axes X et Y sont exécutés selon le principe box-in-box, de telle sorte qu'il est question à ce stade d'une conception mécanique et thermiquement symétrique de grande rigidité. Des systèmes de mesure directe sur axes linéaires et rotatifs ainsi que des codeurs angulaires font en sorte que toutes les influences de température restantes sont éliminées effectivement sur le bâti de la machine. De cette manière, Van Dam estime également que des précisions de positionnement sur une machine universelle dans les 5 micromètres et des rugosités de surface autour de Ra = 0,5 micromètre sont réalisables. Le XF6300 peut être livré avec trois broches différente (15.000, 24.000 ou 40.000 min-1), de telle sorte qu'une solution la plus spécifique au client peut quand même être proposée.
Comme postulé, la combinaison optimale de qualité et de rendement est atteinte quand un centre d'usinage est totalement adapté à un certain type d'usinage. Dans la pratique, il est toutefois rare qu'un sous-traitant puisse occuper entièrement une machine par une certaine commande ou un ensemble d'usinages comparables. Très souvent, il est question d'une grande diversité de produits, de matériaux et d'usinages, et pour des considérations de coûts, une machine universelle est vite tout indiquée. Une 'allrounder' qui procure le meilleur rendement moyen sur toute la ligne. Mais une évaluation critique des possibilités est aussi essentiel. S'il s'agit de la largeur de la plage d'usinage, une construction à portique est la solution la plus adéquate selon Van Dam. Du point de vue de la technique constructive, cette option offre aussi les meilleures possibilités grâce à la construction symétrique, afin de maîtriser le jeu des forces et les effets de température (conception thermosymétrique). Dans une exécution en cinq phases, ces machines peuvent être dotées de tables tournantes/basculantes. Pourvus de moteurs direct drive, tant l'axe A que l'axe C sont pilotés de façon rapide et avec une grande précision, parce que les transmissions manquent. Un bon exemple de centres d'usinage universels dans le programme de Dymato sont les machines de Hyundai Wia. Sur le tout nouveau centre d'usinage à cinq axes, le XF3600, le banc et la colonne sont fabriqués dans une structure monobloc, de manière à atteindre une rigidité maximale et la plus grande précision possible. Ceci est encore renforcé par le fait que les moteurs de l'axe A sont entièrement enclavés par le bâti monobloc. Les axes X et Y sont exécutés selon le principe box-in-box, de telle sorte qu'il est question à ce stade d'une conception mécanique et thermiquement symétrique de grande rigidité. Des systèmes de mesure directe sur axes linéaires et rotatifs ainsi que des codeurs angulaires font en sorte que toutes les influences de température restantes sont éliminées effectivement sur le bâti de la machine. De cette manière, Van Dam estime également que des précisions de positionnement sur une machine universelle dans les 5 micromètres et des rugosités de surface autour de Ra = 0,5 micromètre sont réalisables. Le XF6300 peut être livré avec trois broches différente (15.000, 24.000 ou 40.000 min-1), de telle sorte qu'une solution la plus spécifique au client peut quand même être proposée.
FRAISAGE HS
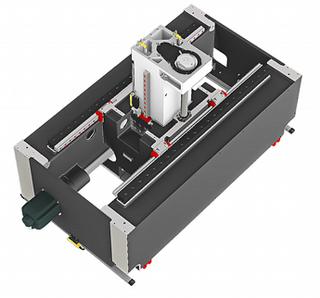
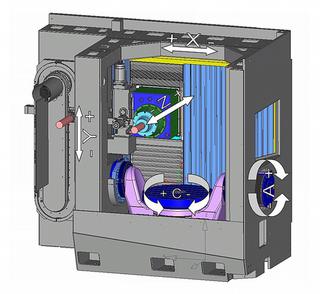 Quand des matériaux durs doivent être usinés avec de fines structures et de petits rayons (auxquels sont liées automatiquement de grandes exigences de précision), un usineur n'échappe pas aux machines HSC. Un exemple particulier dans le programme de Dymato est celui des machines de Röders. En raison des propriétés (thermo)symétriques, Röders utilise une construction à portique, la broche prenant en charge les déplacements transversaux et en hauteur (axes Y et Z) et le banc avec table tournante/pivotante intégrée se chargeant du déplacement longitudinal (axe X).
Quand des matériaux durs doivent être usinés avec de fines structures et de petits rayons (auxquels sont liées automatiquement de grandes exigences de précision), un usineur n'échappe pas aux machines HSC. Un exemple particulier dans le programme de Dymato est celui des machines de Röders. En raison des propriétés (thermo)symétriques, Röders utilise une construction à portique, la broche prenant en charge les déplacements transversaux et en hauteur (axes Y et Z) et le banc avec table tournante/pivotante intégrée se chargeant du déplacement longitudinal (axe X).
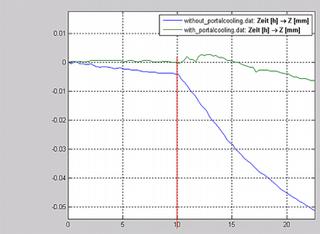
Comme le portique avec la broche ne doit pas se déplacer selon ce concept, ceci peut être exécuté lourd, de telle sorte que la rigidité de machine maximale est atteinte. En guise de compensation pondérale pour l'axe Z, Röders travaille avec un soufflet sous vide exempt de frottement. Tous les éléments critiques dans les machines, et il s'agit surtout de la broche et des entraînements avec leurs aimants et moteurs, sont, en outre, refroidis de façon active. Chez Röders, tant les roulements à bille que le manteau de la broche sont refroidis, ce dernier pour éviter le dégagement de chaleur vers la colonne. Au total, les machines de Röders comptent huit circuits de refroidissement séparés. La longueur de broche est encore particulièrement surveillée par un capteur de courants de Foucault externe (et refroidi), les déformations consécutives aux forces mécaniques sont ainsi également compensées. Ceci est notamment pertinent avec des régimes élevés. Par l'absence de contacts mécaniques, ceux-ci offrent une dynamique nettement plus grande que les vis à bille traditionnelles et un meilleur amortissement. L'absence de contact mécanique signifie d'emblée un moindre dégagement de chaleur et l'inexistence de l'usure. Les guidages hydrostatiques vont encore un pas plus loin en matière de précision. Röders les utilise dans sa série RHP, le fraisage étant combiné avec la rectification par coordonnées. Cette combinaison fait économiser une manipulation logistique supplémentaire, mais également un temps de rectification, car on peut fraiser nettement plus près de la cote finale.
RACECUT
 Le tout dernier centre d'usinage RXP501DS de Röders atteint un régime maximal de 60.000 min-1. Un régime plus élevé signifie non seulement qu'on peut travailler avec des outils plus fins, mais aussi avec des forces de coupe plus faibles. Ce faisant, on atteint une précision supérieure et une surface plus lisse, tandis que le niveau de vibrations reste limité. Le couteau coupe des deux côtés. La particularité des machines Röders est qu'une précision élevée est combinée avec une grande dynamique. Ceci est dû à la fonction de commande Racecut, permettant d'utiliser les possibilités des machines de façon optimale. Ceci est uniquement possible parce qu'en tant que constructeur de machines, Röders développe aussi son propre logiciel d'exploitation RMS 6, car les développeurs de logiciels doivent naturellement savoir quelles sont les accélérations qu'autorise la construction de la machine, sans menacer la précision et la qualité de surface. Grâce à Racecut, la pression peut être réglée à un niveau supérieur, si bien que les machines freinent plus tard et plus fort, et accélèrent davantage que ce que proposent les programmes FAO usuels. Ceci résulte dans des temps d'usinage qui sont réduits de plus de 20% en moyenne.
Le tout dernier centre d'usinage RXP501DS de Röders atteint un régime maximal de 60.000 min-1. Un régime plus élevé signifie non seulement qu'on peut travailler avec des outils plus fins, mais aussi avec des forces de coupe plus faibles. Ce faisant, on atteint une précision supérieure et une surface plus lisse, tandis que le niveau de vibrations reste limité. Le couteau coupe des deux côtés. La particularité des machines Röders est qu'une précision élevée est combinée avec une grande dynamique. Ceci est dû à la fonction de commande Racecut, permettant d'utiliser les possibilités des machines de façon optimale. Ceci est uniquement possible parce qu'en tant que constructeur de machines, Röders développe aussi son propre logiciel d'exploitation RMS 6, car les développeurs de logiciels doivent naturellement savoir quelles sont les accélérations qu'autorise la construction de la machine, sans menacer la précision et la qualité de surface. Grâce à Racecut, la pression peut être réglée à un niveau supérieur, si bien que les machines freinent plus tard et plus fort, et accélèrent davantage que ce que proposent les programmes FAO usuels. Ceci résulte dans des temps d'usinage qui sont réduits de plus de 20% en moyenne.
GRANDES PIECES
 Un segment de marché distinct est formé par l'usinage de volume de grandes pièces. Songeons par exemple aux composants pour l'industrie aéronautique, un usinage en carbure plein étant souvent une condition. Il peut bel et bien arriver que 90% du matériau doit être fraisé, et cela exige une plus grande productivité de la machine. Ici aussi, de grandes exigences sont posées à la rigidité du bâti de la machine, mais surtout dans la perspective de la dynamique. S'il s'agit de l'usinage de volume, Van Dam estime que le choix d'une exécution horizontale est évident, en relation avec la meilleure chute des copeaux. En basculant la broche, une grande capacité d'usinage peut être atteinte sans que l'accumulation des copeaux crée des problèmes. Un exemple de centres d'usinage développés par excellence pour l'usinage de volume concerne les machines de Handtmann A-Punkt Automation dans le programme de Dymato. La toute dernière machine, la HBZ Trunnion 80, est en mesure d'absorber de fortes forces, malgré la compacité. La HBZ Trunnion 80 offre une grande flexibilité en ce qui concerne le choix de la broche, si bien que la machine peut être réglée de façon optimale à la fois sur l'usinage de l'aluminium et sur l'usinage de l'acier et du titane. Dans chaque situation, on peut utiliser des paramètres d'usinage optimaux sans devoir chercher un compromis. Ceci est en fait le secret qui se cache derrière un processus de fraisage maîtrisé à tous points de vue.
Un segment de marché distinct est formé par l'usinage de volume de grandes pièces. Songeons par exemple aux composants pour l'industrie aéronautique, un usinage en carbure plein étant souvent une condition. Il peut bel et bien arriver que 90% du matériau doit être fraisé, et cela exige une plus grande productivité de la machine. Ici aussi, de grandes exigences sont posées à la rigidité du bâti de la machine, mais surtout dans la perspective de la dynamique. S'il s'agit de l'usinage de volume, Van Dam estime que le choix d'une exécution horizontale est évident, en relation avec la meilleure chute des copeaux. En basculant la broche, une grande capacité d'usinage peut être atteinte sans que l'accumulation des copeaux crée des problèmes. Un exemple de centres d'usinage développés par excellence pour l'usinage de volume concerne les machines de Handtmann A-Punkt Automation dans le programme de Dymato. La toute dernière machine, la HBZ Trunnion 80, est en mesure d'absorber de fortes forces, malgré la compacité. La HBZ Trunnion 80 offre une grande flexibilité en ce qui concerne le choix de la broche, si bien que la machine peut être réglée de façon optimale à la fois sur l'usinage de l'aluminium et sur l'usinage de l'acier et du titane. Dans chaque situation, on peut utiliser des paramètres d'usinage optimaux sans devoir chercher un compromis. Ceci est en fait le secret qui se cache derrière un processus de fraisage maîtrisé à tous points de vue.DISQUE DE 5
Pour atteindre un processus d'usinage optimal en termes de précision et de productivité, la machine est, il est vrai, l'un des piliers de base, mais pas le seul facteur important. Si l'on veut atteindre un résultat maximal, il s'agit de la conjugaison de tous les paramètres qui jouent un rôle dans l'usinage, désignée par Mikrocentrum comme le 'Disque de 5': machine, outils, serrage, programmation et lubrifiants réfrigérants. Si des prestations de haut niveau sont demandées, les plus petits détails jouent sur chaque aspect. Durant le séminaire, tous ces thèmes ont été abordés. Pour renforcer la collaboration et le partage des connaissances au sein de l'industrie des métaux, Mikrocentrum organise les 10 et 11 octobre de cette année un nouvel événement de connaissances et de réseautage intitulé Metaal 2017.