RECHERCHE AU PERÇAGE A ULTRASONS ET STRIP EDM
 Lors de la conférence ISEM à Louvain, une étude sur le perçage soutenu par ultrasons d'Inconel 738LC réalisée par des scientifiques d'Iran et de Malaisie a notamment été présentée. Ils ont utilisé un tour Tabriz TN40A, doté d'un mandrin à ultrasons avec une fréquence de 20,3 Hz et une amplitude variant de 3, 6 à 10 µm. Ils ont percé ici des trous avec un rapport de forme de 10. Avec les trois amplitudes, ils ont percé les trous avec succès, ce qui est impossible avec la technologie conventionnelle. Il n'y a jamais eu d'ébarbures gênantes à la sortie du trou. En revanche, si on augmente le 'material removal rate' (MRR), le processus de perçage devient plus difficile à cause des forces plus élevées dégagées. Cela nuit à la rugosité de surface. Le résultat s'améliore si on réduit la vitesse de la broche et si on perce le trou en plus d'étapes. En faisant vibrer l'outil (ultrasons), on obtient des copeaux plus petits, ce qu'il faut précisément pour ce type d'usinages.
Lors de la conférence ISEM à Louvain, une étude sur le perçage soutenu par ultrasons d'Inconel 738LC réalisée par des scientifiques d'Iran et de Malaisie a notamment été présentée. Ils ont utilisé un tour Tabriz TN40A, doté d'un mandrin à ultrasons avec une fréquence de 20,3 Hz et une amplitude variant de 3, 6 à 10 µm. Ils ont percé ici des trous avec un rapport de forme de 10. Avec les trois amplitudes, ils ont percé les trous avec succès, ce qui est impossible avec la technologie conventionnelle. Il n'y a jamais eu d'ébarbures gênantes à la sortie du trou. En revanche, si on augmente le 'material removal rate' (MRR), le processus de perçage devient plus difficile à cause des forces plus élevées dégagées. Cela nuit à la rugosité de surface. Le résultat s'améliore si on réduit la vitesse de la broche et si on perce le trou en plus d'étapes. En faisant vibrer l'outil (ultrasons), on obtient des copeaux plus petits, ce qu'il faut précisément pour ce type d'usinages.
STRIP EDM
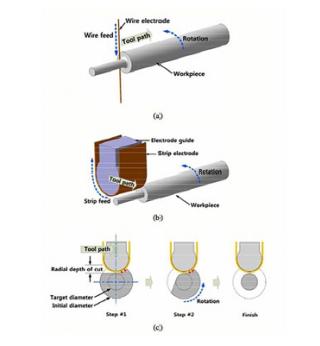
Le Strip EDM est une variante intéressante à l'électro-érosion par enfonçage. Cette technologie a été développée à l'université de Séoul en Corée du Sud et offre une solution à l'usure de l'électrode. L'électro-érosion par fil ne connaît pas ce problème vu qu'on travaille toujours avec un nouveau bout de fil. Pour imiter cet effet, les Coréens posent une fine bande de cuivre sur la pointe de l'électrode. Comme cette bande de cuivre tourne en continu, il y a donc un nouveau bout de cuivre à chaque étincelle. La bande 'usée' est enroulée automatiquement de l'autre côté. Le chercheur coréen a notamment appliqué cette technique pour le tournage à étincelage et a comparé avec le tournage à étincelage par fil. Une pièce ronde de 3 mm était usinée sur une distance de 10 mm, exactement la largeur de la bande de cuivre. Avec le Strip EDM, une rotation s'est avérée suffisante pour boucler complètement l'usinage. Par rapport au fraisage EDM aussi, la nouvelle technologie donne un MRR nettement plus élevé:15,9 mm³/min contre 9,6 mm³/min avec une rugosité de surface un peu plus élevée. Le Strip EDM permet d'usiner de l'acier inoxydable sans problèmes dus à l'usure de l'électrode. ?