LE MAUVAIS CHOIX DU PROCESSUS DE CINTRAGE PEUT FAIRE PERDRE DE LA TOLE
Les methodes de cintrage les plus populaires pour la tole mince
Le cintrage ou le pliage de la tôle peut être ramené sous le vocable général des processus de transformation. Cette méthode de transformation se caractérise par le fait que le matériau va s'étirer d'un seul côté sous l'influence d'un couple de cintrage et refouler d'un autre côté. Comme vous le découvrirez dans l'article, il existe plusieurs méthodes de cintrage. Des facteurs qui seront décisifs dans votre choix: les dimensions et la géométrie du matériau, la précision souhaitée et la taille de la série. Nous énumérons pour vous les processus de cintrage les plus populaires. Nous nous penchons un peu plus sur les plus utilisés...
CINTRER OU DECHIRER?
Si l'on veut obtenir le résultat le plus rentable lors du cintrage, mieux vaut se soucier de quelques principes de base. Le processus de cintrage est en effet délicat. Il convient de prendre en compte bon nombre de questions prioritaires en vue du résultat souhaité. Il faut penser à:
- La formation de déchirures par le pliage d'un rayon de produit trop petit;
- Des écarts d'angle et de rayon par le retour et un écartement dans le retour;
- Des écarts de cote par mauvaise détermination de l'amplitude et de la séquence de pliage
PREPARATION DU TRAVAIL
Lors du pliage, la préparation du travail consiste en six phases:
- déterminer l'amplitude
- fixer la séquence de pliage
- déterminer les positions de butée
- disposer l'outillage
- régler la profondeur de la presse
- post-processus
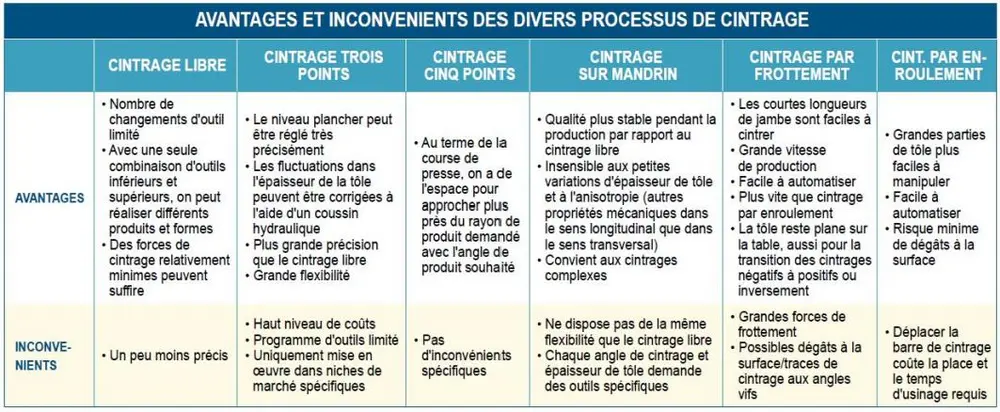
DISTINCTION DES PROCESSUS DE CINTRAGE
Il convient de distinguer les processus de cintrage suivants:
- le cintrage libre
- le cintrage à trois points
- le cintrage à cinq points
- le cintrage sur mandrin
- le cintrage par frottement
- le cintrage par enroulement
Cintrage libre
Le cintrage libre est de loin la technique de cintrage la plus populaire pour cintrer la tôle. Le plus gros atout de cette technique de base est la flexibilité. Malgré un nombre de limites à ne pas sous-estimer, elle reste la méthode de cintrage la plus appliquée. Le dessin au-dessus, à droite, illustre le principe du cintrage libre. En fait, le cintrage libre est un cintrage à trois points et est la méthode de cintrage la plus appliquée sur base de la flexibilité. Cette méthode est exécutée avec des outils universels.
Problématique possible
Un important aspect est le rayon de cintrage. Celui-ci doit être constamment surveillé; à défaut, le risque de resserrement et/ou de formation de déchirures augmente. Il est important de calculer dans la phase de préparation du travail le rayon de produit escompté lors du cintrage libre, autrement des erreurs seront commises dans la détermination de l'amplitude.
Cintrage à trois points
Le processus du cintrage à trois points (en guise de variante au cintrage libre) se caractérise par sa grande flexibilité, en combinaison avec une grande précision. Le processus se différencie du cintrage libre par le fait que les points de référence se situent du même côté de l'amplitude. L'influence de l'épaisseur de matériau est donc ainsi éliminée. L'angle du produit est déterminé par le réglage de la hauteur dans le mandrin, par le biais de cales.
Cintrage à cinq points
Le cintrage à cinq points est une forme intermédiaire entre le cintrage libre et le cintrage sur mandrin. Ici, tant l'angle du poinçon que l'angle du mandrin sont plus petits de 2 à 4°que l'angle du produit souhaité. Ce faisant, il subsiste de la place au terme de la course de la presse pour approcher de plus près le rayon de produit demandé avec l'angle de produit souhaité.
Cintrage à la matrice
Si la tolérance demandée du rayon de produit et de l'angle de produit est petite, le cintrage sur mandrin est une option. Ceci permet de réaliser des tolérances d'angle de +/- 0,2° et des tolérances de rayon de +/- 0,1 mm grâce aux pressions de calibrage élevées avec les petits rayons de produit (< 5x l'épaisseur de la tôle). Pour les petits rayons, la pression de calibrage peut compenser le retour de 3 à 5 fois la résistance à la traction. Du reste, ceci rend en général un outillage lié au produit indispensable. C'est donc relativement coûteux pour les petites séries.
Cintrage par frottement
Le cintrage par frottement diverge du cintrage standard, en ce sens que dans le cintrage par frottement, une partie de tôle est serrée par le serre-tôle sur l'outillage inférieur. Dans ce processus, la tôle est serrée sur la barre inférieure et le pinçon supérieur se déplace verticalement vers le bas par rapport au mandrin inférieur. L'outillage (racloir) cintre ensuite la partie saillante autour de la moulure de cintrage.
Cintrage par enroulement
Le cintrage par enroulement n'est également en rien comparable aux processus de cintrage plus traditionnels, comme le cintrage libre. Cette méthode prend tout son sens quand il faut plier avec précision de grandes longueurs de jambe. On peut plier des rayons aussi bien grands que petits. La plus grande jambe de tôle est serrée entre des barres de serrage, puis la barre de cintrage remonte et cintre la partie de tôle saillante autour d'une moulure de cintrage.