LE TOUR CNC VOIT LA LUMIERE (LASER)
ENGAGE POUR DES APPLICATIONS DIVERSES
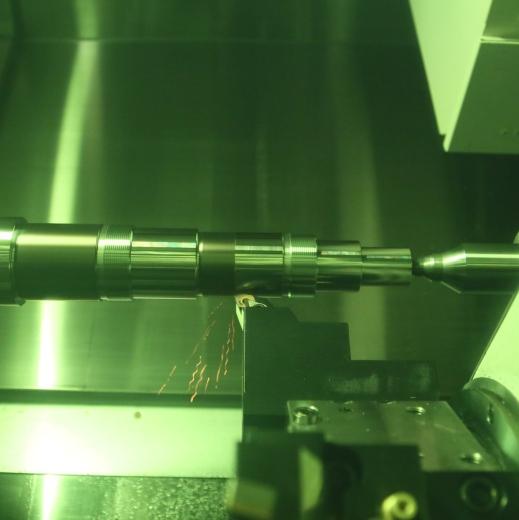
 Les tours sont devenus aujourd’hui des machines CNC complexes, capables de faire bien davantage que le seul enlèvement de matériau avec un ciseau statique. C’est ainsi que de plus en plus de tours CNC intègrent des systèmes laser. Pour une diversité d’applications.
Les tours sont devenus aujourd’hui des machines CNC complexes, capables de faire bien davantage que le seul enlèvement de matériau avec un ciseau statique. C’est ainsi que de plus en plus de tours CNC intègrent des systèmes laser. Pour une diversité d’applications.
TECHNOLOGIE LASER INTEGREE
Cela fait déjà un certain temps que le Fraunhofer ILT en Allemagne a intégré un laser dans un tour CNC. A l’époque, l’idée était de ramollir avec le laser des matériaux difficiles à usiner, juste avant que le ciseau de tournage entre dans le matériau. De cette manière, l’usinabilité de certains matériaux devait s’améliorer. Le concept est effectivement appliqué dans une machine, mais ne s’est jamais largement répandu depuis lors. Probablement parce que la technologie d’outillage a évolué à tel point que les matériaux délicats auxquels on pensait à ce moment-là, se laissent maintenant assez bien usiner. On note bel et bien une percée dans le tournage diamanté de carbures métalliques et autres matériaux difficiles à usiner, en guise d’alternative à la rectification. Cette percée fait précisément ce qui était envisagé à l’époque, mais seulement avec un autre effet. Le laser ramollit le matériau.
Puis, on tourne avec les outils diamantés. En commençant par ramollir le matériau avec le laser et en les tournant ensuite avec les outils diamantés, on atteint une qualité de surface extrêmement élevée. Celle-ci est meilleure que 5 Nm Sa, une qualité qui est atteinte en quelques minutes au lieu de rectifier pendant des heures. Cette grande qualité de surface découle de l’effet thermique du laser. La façon d’éclairer la pièce est particulière. Le faisceau laser traverse de biais l’outil diamanté optiquement transparent, de telle sorte que l’énergie atteint exactement l’endroit où le matériau doit devenir tendre.
LASER DANS LES MACHINES HYBRIDES

De plus en plus de fabricants de machines-
outils intègrent la technologie laser dans leurs tours CNC. Il s’agit aussi bien de lasers à fibre que de lasers à diode, ces derniers ayant l’avantage d’être moins chers, de pouvoir être engagés de façon plus large et d’être plus compacts si la puissance demandée n’est pas trop grande.
Les lasers à diode sont aussi livrables avec de plus grandes puissances (jusqu’à 40 kW), mais alors, ils ne sont plus aussi compacts que pour les puissances plus faibles. Les applications pour lesquelles les constructeurs de machines intègrent des lasers dans les tours, sont toutefois très différentes à l’heure actuelle qu’à l’époque. La plus marquante en ce moment est le laser dans les machines hybrides. Ce sont des machines CNC qui effectuent des usinages additifs et soustractifs, dans le même serrage. Lors du dernier EMO, quelques nouveaux fabricants se sont aussi lancés dans la technologie hybride. L’énergie du laser est utilisée pour fondre le métal et accumuler du matériau dans le tour. En faisant ceci sur une pièce déjà existante, on gagne beaucoup de temps dans le processus additif. On utilise l’usinage additif uniquement pour cette partie qui ne peut pas être tournée CNC. Si une telle machine travaille avec de la poudre comme matériau de sortie pour l’usinage additif, on choisit le plus souvent un laser à fibre.
Le fil de soudure est aussi déjà utilisé entre-temps comme matériau pour l’impression métallique 3D. Dans ce cas, un laser à diode peut aussi être engagé. Cette dernière source laser a comme principal inconvénient que la qualité du faisceau est plus faible que celle d’un laser à fibre (ou un laser CO2). Ceci résulte du fait que le spot du faisceau laser est rectangulaire, alors qu’il est rond sur d’autres types de laser. Ceci est lié à la façon de construire le laser. Un second inconvénient est que les différents faisceaux sont réunis en un seul faisceau laser. Ce faisant, celui-ci est incohérent et la qualité du faisceau diminue. Les avantages, en contrepartie, sont le rendement élevé et les dimensions et le poids minimes. Ce faisant, un laser à diode se laisse intégrer relativement facilement dans une machine, en partie grâce à la longue durée de vie des diodes.
LA TREMPE LASER

Dans les applications que l’on voit aujourd’hui chez quelques fabricants de tours CNC, le format rectangulaire de ce faisceau est justement utilisé comme un avantage. Le laser à diode, par exemple, convient fort bien à la trempe des surfaces. Et en raison du faisceau rectangulaire, on usine en une fois une plus grande surface qu’avec un laser avec un spot de plus petite dimension, qui palpe bien davantage la surface point par point; le grand diamètre de spot du laser à diode convient aussi bien au rechargement du matériau qu’à la trempe. Ce faisant, les deux usinages peuvent être effectués avec cette tête, contrairement au laser à fibre qui convient uniquement au processus additif.
Les tours CNC avec cette source laser peuvent donc être utilisés pour tremper des matériaux tournés tendres dans le même serrage et de les post-usiner encore par après.
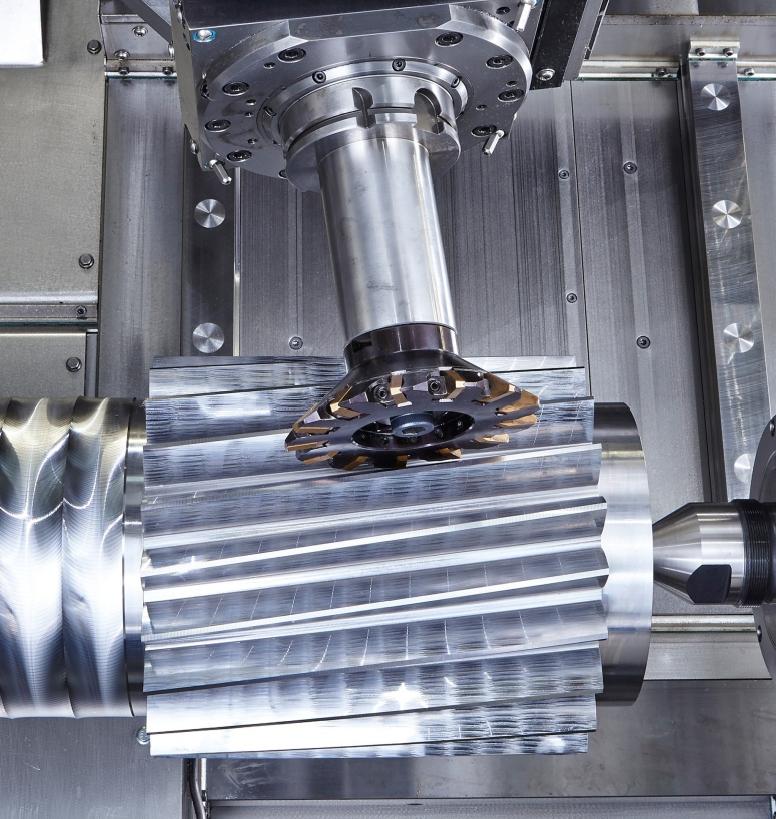
Mais il faut tenir compte du fait que la pièce n’est pas trempée dans sa totalité, comme cela se fait bel et bien dans un four de trempe. La trempe se limite à la surface, 1 à 2 mm. Pour les applications dans lesquelles ceci suffit, cet usinage combiné procure notamment un avantage important dans le temps de passage. La trempe laser proprement dite exige seulement une très courte durée. Et souvent, on ne doit même pas tremper une pièce de tournage complète, mais ceci se limite seulement aux parties de la surface qui sont par exemple sensibles à l’usure. Cette technologie combinée dans le tour est également une alternative à la production d’éléments qui sont maintenant encore souvent plaqués en externe – l’application d’une couche particulièrement résistante à l’usure – et ensuite à nouveau post-tournés pour la précision de géométrie définitive. Ceci s’effectue sur des axes, mais aussi sur certaines dentures.
Hormis le long temps de passage, le serrage de telles pièces – souvent grandes et lourdes – exige le travail nécessaire. Pour tremper les flancs d’une denture, il faut bel et bien une autre optique. Ceci ne peut pas être fait avec l’optique utilisée pour la trempe et le rechargement.
LE SOUDAGE LASER
 Entre-temps, les premiers constructeurs de machine qui intègrent même le soudage laser dans la machine CNC, dans ce cas-ci un tour, se sont manifestés. Ceci nécessite un autre type de tête avec une autre optique, parce que la taille du spot du faisceau laser doit être nettement plus petite que dans la trempe d’une surface.
Entre-temps, les premiers constructeurs de machine qui intègrent même le soudage laser dans la machine CNC, dans ce cas-ci un tour, se sont manifestés. Ceci nécessite un autre type de tête avec une autre optique, parce que la taille du spot du faisceau laser doit être nettement plus petite que dans la trempe d’une surface.
Autrement, la zone influencée par la chaleur serait trop grande dans le soudage laser. La question que beaucoup se posent directement, est celle-ci: pourquoi souder dans une machine CNC? Et bien, le processus est conçu comme une alternative à certains perçages profonds qui se situent proches contre la surface de la pièce. Un perçage profond avec un diamètre minime pourrait d’abord être fraisé sur le tour. Ici par-dessus, on soude ensuite une étanchéité qui est ensuite post-usinée par enlèvement de matière. Cela semble fastidieux, mais du fait que les machines hybrides sont le plus souvent des machines multitâches avec une broche de fraisage séparée, un tel canal interne peut avoir une forme géométrique complexe, contrairement aux trous droits du perçage profond.
On songe également au soudage de deux éléments tournés de façon concentrique, qui ont d’abord été tournés sur la broche principale et la contre-broche de la machine.
LA DECOUPE LASER
 Une toute autre application de la technologie laser sur un tour a été présentée sur l’EMO: la découpe laser. Pour cela, on utilise une source laser CW à longue impulsion (milliseconde) d’une puissance de 300 W. Les impulsions milliseconde que produit ce laser, réduisent la puissance laser requise. Ceci permet de couper aussi des matériaux plus épais, malgré la puissance plus faible. Mais ceci nécessite une puissance crête maximale avec un recouvrement d’impulsion aussi minime que possible. La tête de coupe laser est placée sur la tourelle avec un mécanisme spécial et est automatiquement changée pour tourner ou fraiser. Sur les tournages normaux, la tête est logée dans un espace fermé. La machine fait sortir la tête quand on doit couper. Les outils de tournage restent alors sur la tourelle. La condition est bel et bien que la machine dispose d’un axe Y. Le laser proprement dit a sa propre commande, programmée via un PC distinct. Mais les signaux circulent bien via la commande CNC de la machine. Jusqu’ici, le processus est bel et bien limité à la production de faible volume.
Une toute autre application de la technologie laser sur un tour a été présentée sur l’EMO: la découpe laser. Pour cela, on utilise une source laser CW à longue impulsion (milliseconde) d’une puissance de 300 W. Les impulsions milliseconde que produit ce laser, réduisent la puissance laser requise. Ceci permet de couper aussi des matériaux plus épais, malgré la puissance plus faible. Mais ceci nécessite une puissance crête maximale avec un recouvrement d’impulsion aussi minime que possible. La tête de coupe laser est placée sur la tourelle avec un mécanisme spécial et est automatiquement changée pour tourner ou fraiser. Sur les tournages normaux, la tête est logée dans un espace fermé. La machine fait sortir la tête quand on doit couper. Les outils de tournage restent alors sur la tourelle. La condition est bel et bien que la machine dispose d’un axe Y. Le laser proprement dit a sa propre commande, programmée via un PC distinct. Mais les signaux circulent bien via la commande CNC de la machine. Jusqu’ici, le processus est bel et bien limité à la production de faible volume.
