PROCESSUS ROLLFEED® TURNING: TEMPS DE CYCLE JUSQU’A 95% PLUS COURTS
Une plaquette indexable usine jusqu’à trois faces de composant en un mouvement
Quel est le secret derrière le succès des processus de tournage efficaces, surtout pour les composants complexes? L’une des principales réponses à cette question est: le nombre d’étapes d’usinage doit être diminué. Chez Vandurit, leurs spécialistes des outils ont démontré la dynamique de cette approche avec leur nouveau processus ‘rollFEED® Turning’. Une plaquette indexable spécialement développée roule sur le composant à l’aide d’une unité entraînée et usine jusqu’à trois faces du composant en un seul mouvement. Cela écourte les temps de cycle de 95% et réduit fortement l’utilisation d’outil.
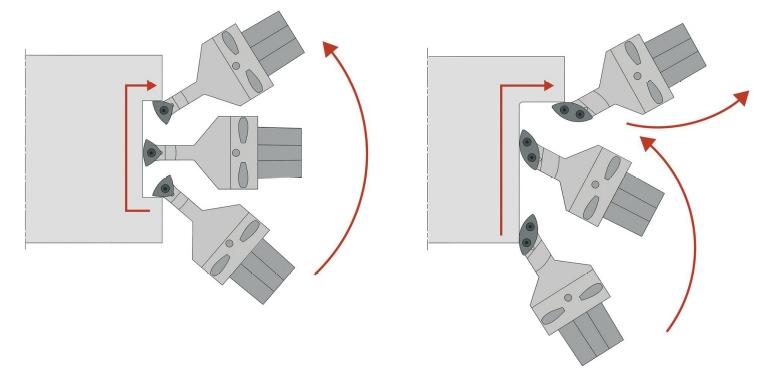
A gauche: usinage 3 faces avec géométrie rollFEED® T
A droite: usinage 2 faces avec géométrie rollFEED® X
ROLLFEED®
Les composants complexes induisent-ils des processus de tournage compliqués? C’est souvent le cas: pour usiner des géométries exigeantes, ils se fient souvent à deux ou trois processus de tournage successifs ou des processus de meulage-tournage combinés. Différents outils ou processus sont utilisés et des temps d’arrêts improductifs se produisent. ”La question était évidente: une sorte de processus de tournage holistique permettant de produire avec un seul outil des contours intérieurs ou extérieurs complets de façon rapide, précise et économique est-elle possible?”, raconte Maurice van den Hoonaard, directeur général de Vandurit à Leverkusen. Il entrevoit cette question comme le point de départ du développement de la nouvelle technologie de tournage rollFEED®. ”En réponse, nous avons entièrement reconsidéré le processus de tournage classique et fait un pas décisif: un troisième axe, démontable par la suite, permet désormais une oscillation transversale du contour de la plaquette pendant le tournage.”
MODIFIER LE REGLAGE MACHINE
Les détails montrent à quel point le tournage avec rollFEED® est efficace et avec quelle facilité cette technologie peut s’appliquer sur tous les types de machine. Seuls quelques éléments changent le réglage de façon radicale. Sur les tours à deux axes, ce sont en principe l’unité rollFEED® et la plaquette rollFEED®.
De cette façon, l’appareil est utilisé par exemple comme outil entraîné sur une tourelle ou revolver et agit comme troisième axe par lequel l’outil est tourné pendant l’usinage. Les axes X et Z existants compensent l’offset médian.
”Si la machine n’a pas de tourelle pour outils entraînés, ce réglage est aisément complété par une console supplémentaire avec servo-moteur et l’intégration dans la commande CNC.
Et pour les centres d’usinage, les machines multitâches ou les tours/fraiseuses avec un troisième axe, nous n’avons même pas du tout besoin d’une unité.
Il faut seulement effectuer un changement d’outil”, ajoute van den Hoonaard. Le second élément-clé est toujours la plaquette rollFEED®: celle-ci a une géométrie spécialement conçue, ce qui lui permet de rouler sur la surface de la pièce pendant le mouvement 3 axes novateur. Dans ce cas, le point d’attache ou intersection tangente se déplace sur le contour complet de la plaquette indexable.

ROLLFEED TURNING
Les plaquettes spéciales de Vandurit à Leverkusen, Allemagne, permettent de tourner les éléments plus vite. Grâce à l’outil, l’utilisateur peut usiner jusqu’à trois faces en un seul mouvement. Ceci résulte dans des temps de cycle plus courts et une plus faible consommation d’outil. Le système RollFEED® peut, en outre, être monté sur les centres d’usinage verticaux et horizontaux les plus fréquents.
Regardez la vidéo du processus rollFEED® Turning de Vandurit sur YouTube.
Durée de vie et consommation d‘outil
 Ce principe de base spécifique induit une foule d’avantages techniques.
Ce principe de base spécifique induit une foule d’avantages techniques.
Avant tout, le procédé rollFEED® se déroule (en un seul mouvement) sur maximum trois faces de composant. Lorsqu’un angle est atteint, l’usinage se poursuit simplement sur la face adjacente de la pièce. Ceci est jusqu’à 95% plus rapide qu’un processus de tournage triple avec différents outils ou processus de tournage/meulage combinés.
Secundo, le contour complet de la plaquette indexable est utilisé pendant ce principe de déroulement.
Cela allonge la durée de vie des plaquettes et abaisse la consommation d’outil jusqu’à 95%. Pour terminer, l’outil ‘roule’ précisément jusque dans les angles. Si c’est souhaité, des surfaces exemptes de tournage peuvent être générées.
Comme l’usinage intégré est toujours exécuté avec une seule plaquette, le nombre de variantes d’outil utilisées est aussi réduit et de nombreux changements d’outil ne sont plus nécessaires, ce qui abaisse encore plus les coûts.
FABRICANTS DE PIECES & MACHINES
Jusqu’à 95% plus rapide, consommation d’outil notablement plus basse et encore plus précis – qui profite de ce saut quantique dans le tournage? ”Le processus peut être utilisé dans un large éventail d’applications: l’application d’acier générale et la fonte, le métal fritté et l’usinage dur, dans le post-usinage, jusque dans l’usinage lourd et donc dans toutes les industries”, explique van den Hoonaard. ”Dans le secteur rétrofit, des tours à deux axes peuvent par exemple être utilisés ou améliorés. En même temps, Vandurit vise aussi les fabricants de machines dans l’optique du développement de nouvelles machines d’usinage.”
“Il existe déjà une collaboration exclusive avec EMAG pour de nouveaux tours pick-up verticaux avec un diamètre de copeau allant jusqu’à 500 mm. Nous pouvons dorénavant équiper les constructeurs de machines de toutes les autres techniques d’usinage et de diamètres de mâchoires plus grands pour des tours verticaux“, affirme van den Hoonaard.
