Polijsten: van mensgerichte bewerking naar gestuurd proces
Polijsten is in de metaalindustrie dikwijls een onmisbare bewerking. Tot nog toe geldt polijsten vooral als een bewerking die met de hand gedaan wordt. Dankzij nieuwe technologie komt automatisering binnen handbereik, ofwel door de inzet van robots, lasers of door de integratie in CNC-machines. Bovenal ontwikkelt polijsten van precisiecomponenten zich van een mensgerichte bewerking in de richting van een gecontroleerd en gestuurd proces.
Waarom de maakindustrie af wil van manueel polijsten
Dat metaalbedrijven naar een alternatief voor het manueel polijsten zoeken, heeft meerdere redenen. De eerste is het tekort aan vakmensen. Dit zal echt niet meer verbeteren: komende jaren zal het aantal vakmensen verder afnemen. De tweede reden is kostendruk: manueel polijsten is een relatief dure bewerking vanwege de hoge uurlonen in West-Europese landen.
De derde reden is dat de kwaliteitseisen omhoog gaan en opdrachtgevers een constante kwaliteit willen, wat met handmatig polijsten niet gegarandeerd is. Met name als het om kritische precisie-onderdelen gaat, bijvoorbeeld voor de medische, farmaceutische of voedingsmiddelenindustrie of voor de halfgeleiderindustrie, moet de polijstkwaliteit constant zijn. Bij dure componenten speelt bovendien dat polijsten vaak een laatste bewerking is: het afbreukrisico is dan groot.
Een vierde reden is de strenger wordende wet- en regelgeving op het vlak van fijnstof (en ATEX) en arbeidsomstandigheden. Bij polijsten van materialen zoals aluminium en titanium komt fijnstof vrij waarvoor maximale grenswaarden gelden. Automatisering – eventueel gecombineerd met afzuiging – voorkomt dat medewerkers hieraan worden blootgesteld. De ARBO-omstandigheden verbeteren eveneens als het polijsten wordt geautomatiseerd.
Integratie in CNC-machines
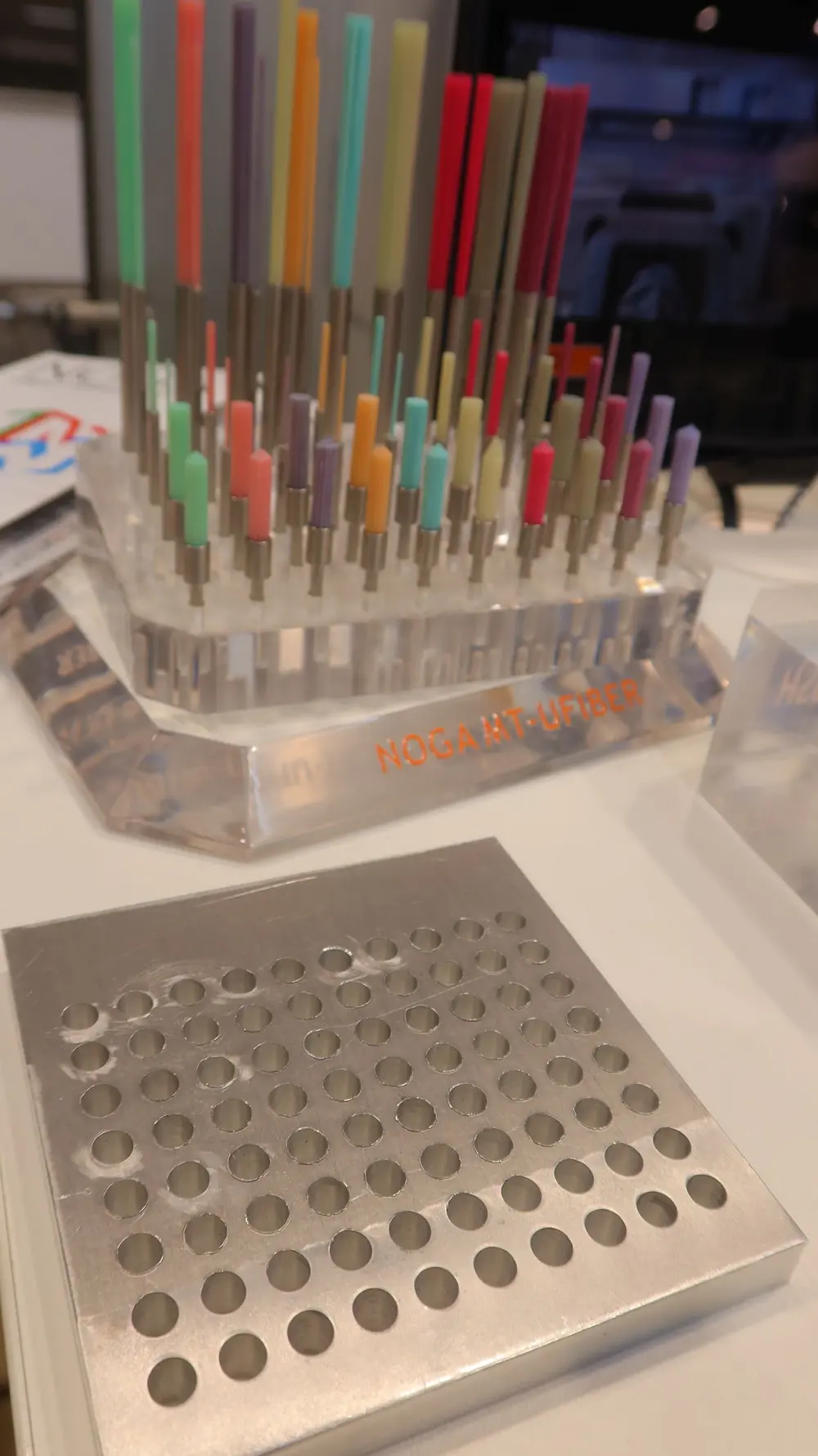
Een van de oplossingen als het om fijnmechanische onderdelen gaat, is de integratie van het polijsten in de CNC-machine.
Polijsten wordt dan een geprogrammeerde bewerking, die los van de man aan de machine wordt uitgevoerd. Hiervoor zijn er speciale gereedschappen ontwikkeld. De polijstbewerking wordt dan aan het einde geprogrammeerd als een bewerking en de gereedschapswisselaar haalt het speciale gereedschap uit de ketting. Soms combineren deze gereedschappen polijsten met afbramen in één bewerking. Er zijn ook polijstgereedschappen om de wanden van boorgaten te polijsten. Deze gereedschappen bestaan uit dunne keramische fibers (Al2O3 - aluminiumoxide) die door de centrifugaal kracht een waaier vormen en zo de wanden van de boring polijsten. De keramische vezels zijn harder dan staal, wat goed is voor een lange standtijd van de gereedschappen. Daarnaast zorgen ze voor een zeer gelijkmatige ‘slijpbewerking’ van het oppervlak. Oppervlakteruwheden tot Ra 0,06 µm zijn haalbaar, inclusief het verwijderen van bramen aan het werkstuk.
Robotisering, vision en AI
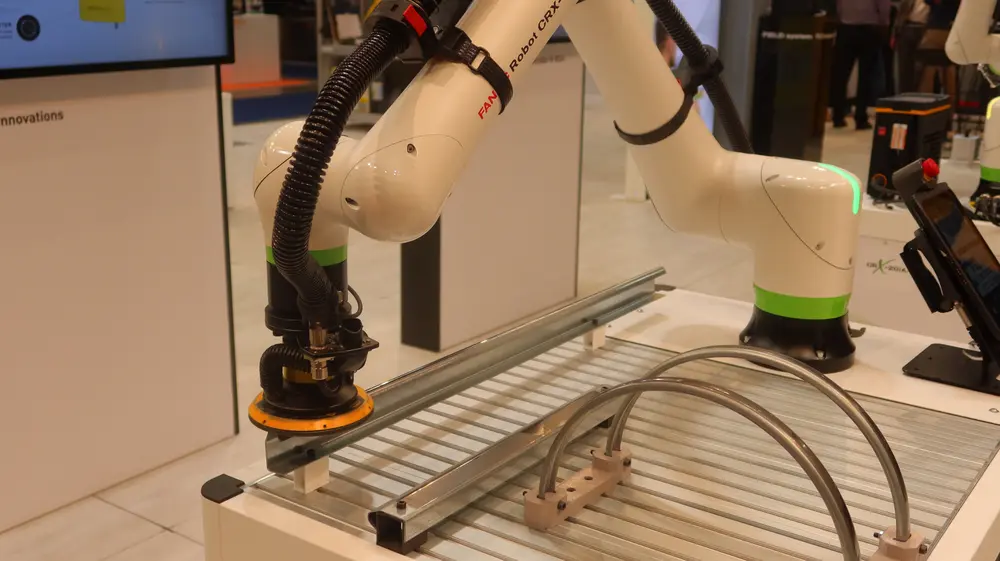
De tweede oplossing om het polijsten minder manafhankelijk te maken, is robotisering. Lange tijd was automatisering van het polijstproces voorbehouden aan grote series en uniforme producten. Een robot programmeren voor één onderdeel kostte meer tijd dan het polijsten zelf.
Dat is fundamenteel veranderd, dankzij twee technologische ontwikkelingen die elkaar versterken: computer vision en artificiële intelligentie. Hierdoor wordt deze oplossing bereikbaar voor kmo’s die typisch kleinere series bewerken. De doorbraak van AI leidt tot een grote stap vooruit als het om visiontechnologie gaat; het wordt eenvoudiger en beter betaalbaar om met de visiontechnologie automatisch de geometrie van het werkstuk te herkennen en aan de hand daarvan automatisch de juiste bewerkingsstrategie te definiëren. AI voegt hier nog een extra laag aan toe, namelijk dat het systeem leert van elke bewerking en aan de hand van sensor- en cameradata in staat is automatisch de parameters in te stellen. Deze data komen onder andere uit de krachtsensoren, die robot- en cobotfabrikanten toepassen zodat de robot of cobot quasi voelt zoals de mens.
Krachtbeheersing is een sleutelelement als men het polijsten wil robotiseren. De robot past continu de contactdruk aan op basis van data, zodat elk onderdeel dezelfde behandeling krijgt, ongeacht kleine variaties in geometrie of materiaalsamenstelling. Dit gegarandeerde herhaalresultaat is precies wat validatie onder ISO 13485 vereist: aantoonbaar consistent, documenteerbaar en auditeerbaar. Deze systemen zijn ook beschikbaar voor gebruik in een cleanroom ISO-klasse 5. Ook in de luchtvaartindustrie gelden er specifieke normen (AS9100) die onder andere eisen stellen aan het voorkomen van thermische schade door het polijsten.
Sneller en voorspelbaarder oppervlakken bewerken
Een al langer bestaande techniek voor het manarm polijsten van fijnmechanische componenten is het glijslijpen. Hierbij wordt een medium gebruikt waar de werkstukken vrij doorheen bewegen doordat de trommel waarin alles zich bevindt, trilt. Vandaar de naam trommelen.
Stroomafwerking (oftewel sleepslijpen) is een variant hierop om een hogere afwerkingsgraad te krijgen: het werkstuk wordt geklemd en dan door een vat met slijp- of polijstmedia gesleept. Deze technologie is krachtiger dan het trommelen, wat tot korte cyclustijden leidt en Ra-waarden tot 0,01 µm, zelfs bij moeilijk te bewerken onderdelen.
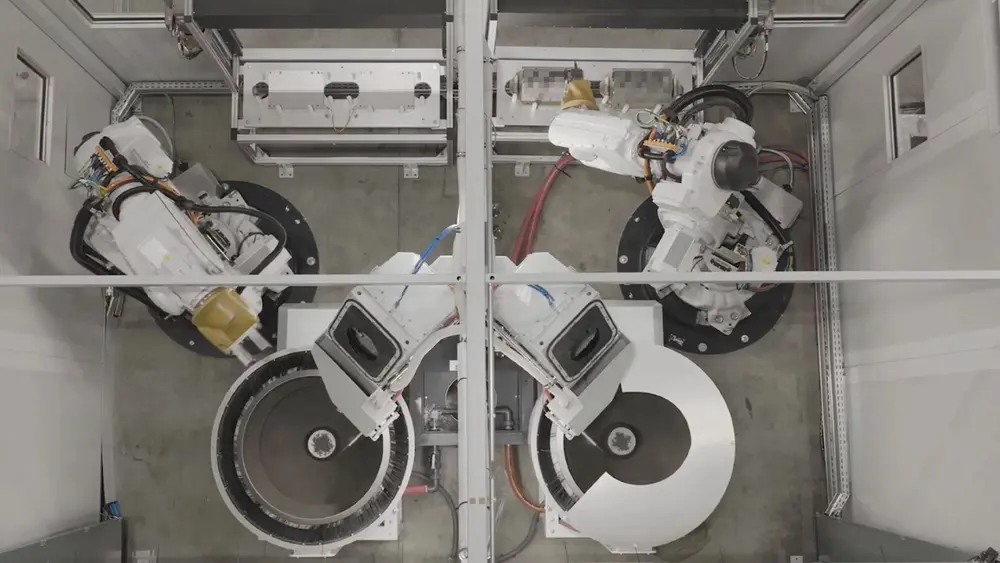
Recent hebben fabrikanten hier enkele andere varianten op ontwikkeld, die er op neerkomen dat zowel het werkstuk als het medium roteren. Fabrikanten vullen dit op hun eigen manier in. Men gebruikt een carrousel met meerdere spindels waaraan de werkstukken bevestigd zijn of een robot met daaraan de roterende werkstukken met een trommel die gevuld is met een polijstmedium. Doordat zowel de spindels als de trommel – in tegenovergestelde richting – roteren, ontstaat een extreem intensieve relatieve beweging tussen werkstuk en medium. In een van de varianten wordt de richting waarin het medium roteert afgewisseld op vooraf geprogrammeerde momenten. Dit betekent in de praktijk een tot vijftig keer intensievere bewerking dan met conventionele trommelsystemen. De cyclustijd is navenant korter. Daarnaast weet men zeker dat interne kanalen eveneens gepolijst worden.
Closed loop voor nog meer controle
Doordat het proces voor het overgrote deel digitaal wordt aangestuurd, komt men tot een hoge herhaalnauwkeurigheid en voorspelbaar resultaat. Deze finishingtechniek wordt daarom onder meer toegepast voor het polijsten van medische implantaten, precisiegereedschappen en onderdelen voor de lucht- en ruimtevaart. Het automatisch monitoren van de kwaliteit van het medium voegt hier een cruciale stap aan toe om te voldoen aan ISO-kwaliteitsnormen. De digitale aansturing opent mogelijkheden om het proces verder te controleren.
Op GrindingHub 2026 presenteren Otec Präzisionsfinish en Bruker Alicona een closed loop-systeem voor het gecontroleerd polijsten van fijnmechanische onderdelen voor bijvoorbeeld de medische industrie. Een robot plaatst de onderdelen in een stroomafwerkingseenheid van Otec waarna het proces om kanten af te ronden start. Met een SensorX van Bruker Alocona worden de kanten contactloos gemeten. Deze meetgegevens worden direct teruggeleid naar de besturing om nog door te gaan met het finishproces totdat de ingestelde kantenafronding (5 tot 100 µm) is bereikt.
De laser als polijstgereedschap
Polijsten is een onmisbare technologie als men met additive manufacturing precisiecomponenten gaat produceren. Doordat men metaalpoeders aan elkaar smelt, zijn de oppervlakken per definitie ruw. Glijslijpen is een veel gebruikte techniek om deze oppervlakken gladder te maken. Wil men tot lagere Ra-waarden komen, dan kan men de laser inzetten. Met een fiberlaser (golflengte 1.064 nm) en een relatief gering vermogen (606 tot 100 W) kan men de toppen in het oppervlak smelten waarna ze de dalen vullen en weer afkoelen en stollen. De hardheid wordt niet aangetast, de ruwheid verbetert wel tot Ra-waarden van onder de 2 µm.
Een van de voordelen van deze methode is dat men nauwkeurig kan programmeren welke delen van het oppervlak gepolijst moeten worden. Dit versnelt het proces en verlaagt de kosten. Laserpolijsten kan men ook bij niet-3D-geprinte werkstukken inzetten, met eigenlijk dezelfde voordelen, namelijk dat men selectief kan polijsten, 3D-gevormde oppervlakken geen belemmering zijn en het een contactloze bewerking is die nauwkeurig kan worden geprogrammeerd. Toepassingen van laserpolijsten vindt men zowel in de medische industrie als in lucht- en ruimtevaart alsook in de stempel- en matrijzenindustrie.
Afhankelijk van het materiaal en de laserbron kan men tot Ra-waarden van 0,05 tot 0,2 µm komen met laserpolijsten. Laserpolijsten vergt wel een investering in de laserbron, maar daar staat tegenover dat het proces gecontroleerd verloopt en men geautomatiseerd polijst.

Elektrolytisch polijsten
Is de laser een contactloos proces en mechanisch polijsten een abrasieve bewerking, een derde variant is elektrolytisch (of elektrochemisch) polijsten, veelal toegepast bij inox. Het werkstuk fungeert als anode in een elektrolytbad, waardoor microscopisch kleine materiaallagen gecontroleerd worden verwijderd.
Aan het oppervlak stijgt het percentage chroom en nikkel en ontstaat er een dichter en dikker chroomoxidehuis. Het resultaat is een spiegelgladde, passiverende oppervlaktelaag met uitzonderlijke corrosiebestendigheid. Deze technologie wordt vaak gebruikt voor medische componenten, mede omdat microscheuren in het oppervlak verdwijnen en de onderdelen hierdoor beter gereinigd en gesteriliseerd kunnen worden. Bij elektrochemisch polijsten ontstaan geen spanningen in het oppervlak. Deze techniek leent zich goed voor complexe vormen die men mechanisch niet altijd tot in de kleinste details kan polijsten.
Oppervlakteruwheden verbeteren meestal met 30 tot 50% afhankelijk van het materiaal. Bij rvs-werkstukken verbetert men tevens de corrosiebestendigheid. De bewerking is echter niet goed controleerbaar: de hoeveelheid materiaal die men wegneemt, is niet goed regelbaar. Daarnaast gebruikt men andere chemie voor verschillende materialen. Deze technologie wordt ook gebruikt voor het polijsten van oppervlakken van 3D-geprinte metalen componenten. Deze processen verlopen doorgaans volledig automatisch.

