VONKEN VAN KERAMISCHE MATERIALEN
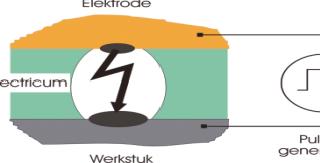 Bij vonkerosie wordt materiaal verspaand door de actie van vonkpulsen (aangelegd door een generator), die optreden tussen het gereedschap (veelal elektrode genaamd) en het werkstuk (zie fig. 1). Voor een goede werking zijn werkstuk en elektrode meestal ondergedompeld in een diëlektricum (water, olie …). Naargelang van de vorm van het gereedschap kent men het draad- en zinkvonken, maar andere technieken, zoals het vonkfrezen (EDM-milling), hebben vooral bij het microbewerken hun intrede gedaan. Bij het vonkfrezen wordt er aan een standaard ronddraaiende elektrode (diameters variërend van 50 µm tot 10 mm) een gereedschapsbaan opgelegd om op die manier caviteiten te bewerken.
Bij vonkerosie wordt materiaal verspaand door de actie van vonkpulsen (aangelegd door een generator), die optreden tussen het gereedschap (veelal elektrode genaamd) en het werkstuk (zie fig. 1). Voor een goede werking zijn werkstuk en elektrode meestal ondergedompeld in een diëlektricum (water, olie …). Naargelang van de vorm van het gereedschap kent men het draad- en zinkvonken, maar andere technieken, zoals het vonkfrezen (EDM-milling), hebben vooral bij het microbewerken hun intrede gedaan. Bij het vonkfrezen wordt er aan een standaard ronddraaiende elektrode (diameters variërend van 50 µm tot 10 mm) een gereedschapsbaan opgelegd om op die manier caviteiten te bewerken.
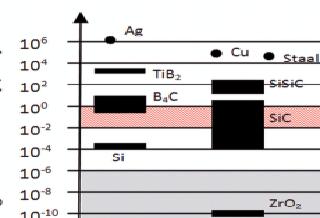 Omdat het vonkproces gebaseerd is op een vonkdoorslag, dient het materiaal, zoals eerder vermeld, elektrisch geleidend te zijn. De bovengrens voor elektrische weerstand is ongeveer 100?Ω cm, maar een scherpe overgang tussen vonkbaar en niet-vonkbaar in functie van de elektrische geleidbaarheid is er niet. Zoals figuur 2 aangeeft, zijn metallische materialen (ijzer, staal ...) goed vonkbaar, terwijl keramische materialen zoals ZrO2, Al2O3 en Si3N4 dat niet zijn. Andere keramische materialen zoals TiN, TiC, WC, en TiB2 zijn dan wel weer goede elektrische geleiders. B4C en SiC bevinden zich in de grenszone en zijn naargelang van de gebruikte vonktechniek (strategie, spoeling ...) wel of niet vonkbaar. Door het toevoegen van TiN aan ZrO2 (tijdens de productiefase van het keramiek) bekomt men zogenaamde keramiekcomposieten die opnieuw de noodzakelijke geleidbaarheid hebben.
Omdat het vonkproces gebaseerd is op een vonkdoorslag, dient het materiaal, zoals eerder vermeld, elektrisch geleidend te zijn. De bovengrens voor elektrische weerstand is ongeveer 100?Ω cm, maar een scherpe overgang tussen vonkbaar en niet-vonkbaar in functie van de elektrische geleidbaarheid is er niet. Zoals figuur 2 aangeeft, zijn metallische materialen (ijzer, staal ...) goed vonkbaar, terwijl keramische materialen zoals ZrO2, Al2O3 en Si3N4 dat niet zijn. Andere keramische materialen zoals TiN, TiC, WC, en TiB2 zijn dan wel weer goede elektrische geleiders. B4C en SiC bevinden zich in de grenszone en zijn naargelang van de gebruikte vonktechniek (strategie, spoeling ...) wel of niet vonkbaar. Door het toevoegen van TiN aan ZrO2 (tijdens de productiefase van het keramiek) bekomt men zogenaamde keramiekcomposieten die opnieuw de noodzakelijke geleidbaarheid hebben.