Les vibrations excessives peuvent réduire de moitié votre productivité
Pour les gérer durablement, il faut s'attaquer à la racine du problème
Les vibrations ont toujours représenté un casse-tête dans l'histoire des opérations d'usinage, car elles sont presque inhérentes au processus. Les opérateurs y sont donc habitués et savent généralement comment y remédier. Mais tant qu'aucune approche systématique du problème n'est envisagée de haut en bas, les effets indésirables continueront à se reproduire et, en tant qu'atelier, vous serez invariablement en retard sur les faits. Les vibrations doivent être traitées à la source. C'est plus facile à dire qu'à faire: le phénomène est si complexe qu'il nécessite une cartographie de l'ensemble de la chaîne, de l'outil à la machine en passant par la stratégie d'usinage.

Types de vibrations
Le terme "vibration" couvre tout mouvement oscillant qui se produit entre l'outil de coupe et la pièce à usiner pendant les opérations d'usinage. Les opérateurs les reconnaissent à ce bruit typique de cliquetis provenant de la proximité de la machine, mais il est tout aussi possible que le centre d'usinage tremble sur ses fondations. Les symptômes peuvent être très variés et plus ou moins graves. Nous en distinguons trois types dans ce contexte. En effet, pour passer ensuite à la médiation, il est important de comprendre le phénomène en profondeur.
Vibrations forcées
Ce type de vibration est sous-tendu par une force périodique externe qui met continuellement le système en mouvement. Prenons l'exemple d'un déséquilibre de broche ou d'outil. L'excentricité de la fraise et un mauvais roulement sont également des causes possibles. Cette forme de vibration se caractérise par un modèle stable, dont la fréquence est identique à celle de la source. Cela ajoute un élément de prévisibilité à l'histoire. Une fois la cause éliminée, les vibrations disparaissent également. Cela peut sembler logique, mais ce n'est pas le cas pour toutes les formes de vibrations. Mais ici, c'est le cas.
Vibrations libres
Contrairement à la variante forcée, la vibration libre n'implique qu'une brève perturbation qui fait vibrer le système, après quoi celui-ci vibre de lui-même pendant un certain temps à sa propre fréquence. Qu'est-ce qui peut provoquer cet impact soudain? Plusieurs choses: l'outil heurte la pièce à l'entrée, par exemple. Ou un changement brusque de la charge de coupe. En principe, les vibrations libres sont courtes et donc relativement inoffensives, mais elles peuvent provoquer un broutage, ce qui est problématique.
Vibrations auto-générées
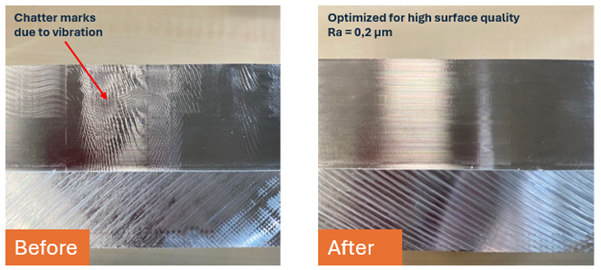
Pour les opérations d'usinage, cette troisième forme de vibration est la plus préoccupante et donc celle qui reçoit généralement le plus d'attention. Les vibrations auto-générées ou bavardages proviennent du processus de coupe lui-même et non d'une source externe. Si vous ne contrôlez pas correctement le processus de coupe, les vibrations qu'il provoque sont amplifiées en raison de l'interaction entre les forces de coupe, l'épaisseur du copeau et l'élasticité de la machine et de l'outil. L'amplitude des vibrations peut donc augmenter rapidement et entraîner une mauvaise qualité de surface, une faible précision dimensionnelle et une usure excessive de vos outils de coupe. En d'autres termes, les maux que vous associez généralement aux vibrations proviennent principalement de cet angle, bien que les trois types de vibrations s'influencent mutuellement.
Fonction de réponse en fréquence
Il ne fait aucun doute que les vibrations ont un impact négatif sur la qualité du processus d'usinage. Nous venons d'énumérer très brièvement les principaux effets. Il n'est pas nécessaire d'en dire plus, ils sont bien connus. Cependant, il est important de mentionner que les vibrations excessives réduisent également la productivité.
Cartographiez vos zones stables
Lorsque les opérateurs identifient un problème de vibrations, leur premier réflexe est souvent de réduire l'avance ou la vitesse de la broche, dans les cas extrêmes, parfois à moins de la moitié de ce que la machine peut supporter au maximum. Dans ce cas, on perd évidemment beaucoup de productivité, alors que ce n'est pas nécessaire. En fait, chaque machine possède des zones spécifiques où le processus de coupe est stable et ne subit que peu ou pas de broutage. En d'autres termes, il s'agit de zones dans la plage de paramètres où l'usinage est pratiquement exempt de vibrations. Et ces zones ne s'accompagnent pas toujours de faibles vitesses de rotation, bien au contraire. Par conséquent, pour les configurations les plus courantes et les familles d'outils les plus importantes, il est conseillé de cartographier ces zones stables bien à l'avance, afin d'adapter le fonctionnement et la configuration de votre système en conséquence. Mieux vaut prévenir que guérir.
Comment procéder?
Il existe plusieurs méthodes pour trouver ces zones stables. Parmi celles-ci, l'essai d'impact au marteau est peut-être la plus utilisée. Le principe est assez simple: en soumettant le système, c'est-à-dire l'ensemble de l'outil, du porte-outil et de la broche, à une brève impulsion mécanique, une réponse vibratoire est déclenchée. Vous pouvez ensuite l'analyser. L'analyse de votre réponse vibratoire, avec ses fréquences propres, sa rigidité, son amortissement et ses modes de vibration, fournit les données dont vous avez besoin pour calculer les lobes de stabilité de votre système.
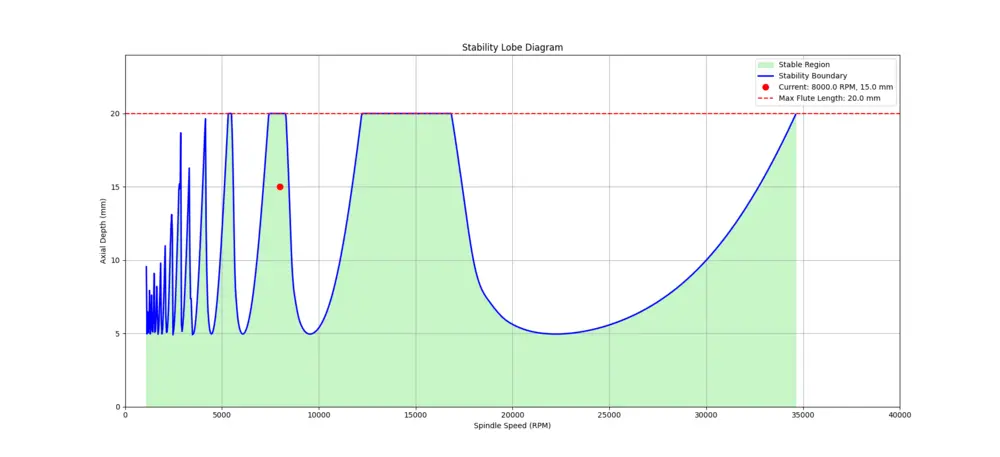
Ceux-ci sont représentés dans un diagramme dont l'axe X est généralement la vitesse de la broche et l'axe Y la profondeur de coupe. Sur ce diagramme, vous lisez les zones du lobe - d'où le nom - où une coupe stable est possible (sous la courbe) d'une part, et où le broutage se produit (au-dessus de la courbe) d'autre part. Vous obtenez ainsi un guide visuel qui vous permet de tirer le meilleur parti de votre machine pour un réglage donné. Il est intéressant de noter que le processus peut parfois être plus stable à des vitesses plus élevées.
Comment les zones stables apparaissent-elles?
En présence d'une petite vibration, une dent laissera une surface légèrement déviée et ondulée pendant le fraisage. Lorsque la dent suivante traverse cette surface, l'épaisseur du copeau change. Cette variation affecte la vibration. En même temps, le système a sa propre fréquence - c'est là que deux types de vibrations se rencontrent. En fonction de la vitesse de rotation, la dent suivante coupera soit en phase, amplifiant ainsi la vibration, soit de manière déphasée.
La seconde possibilité est beaucoup plus favorable au processus d'usinage car elle a un effet d'amortissement. En d'autres termes, lorsque le déphasage est parfait, une partie de la vibration est compensée par la dent suivante. Cela vous donne la possibilité d'augmenter soudainement la profondeur de coupe sans augmenter le niveau de broutage. Comme ces conditions de phase favorables se répètent périodiquement à des vitesses plus élevées, plusieurs îlots stables sont créés.
Rôle important de l'outil
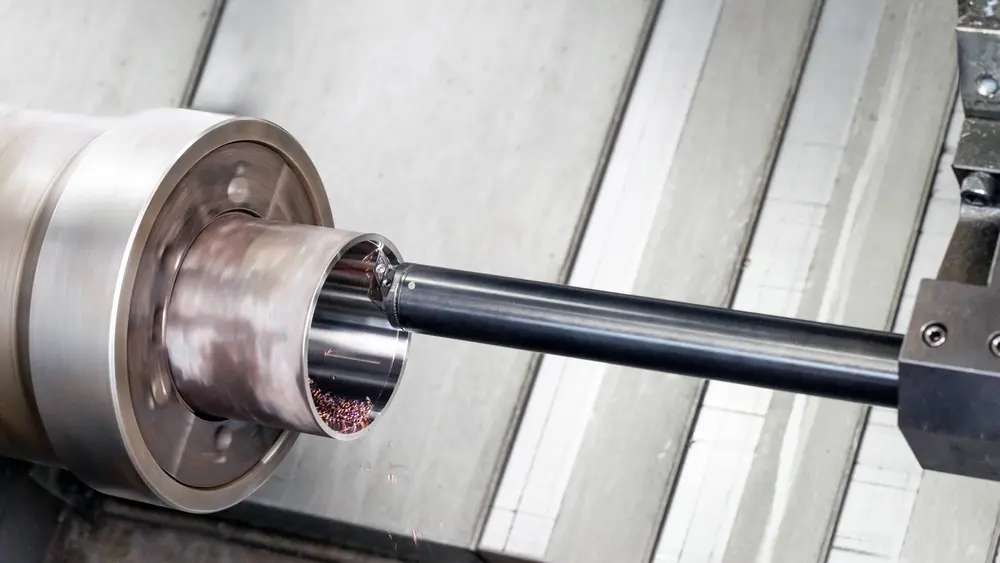
Le phénomène de vibration dans les opérations d'usinage est le résultat final de processus dynamiques en interaction qui se déroulent dans l'ensemble du système et dont les effets ne se font sentir que dans la zone où se forment les copeaux. De tous les éléments de la chaîne, l'outil de coupe est (presque toujours) le plus flexible.
Dans la perspective d'un usinage stable et sans vibrations, votre outil de coupe est donc l'élément clé à surveiller au plus près. Pour vous donner une idée de la sensibilité et de l'importance de la longueur de projection en particulier, une brève incursion dans la théorie des poutres. Celle-ci nous apprend que la déviation est proportionnelle à la troisième puissance de la longueur de projection. En termes humains: une longueur de projection trois fois plus longue se traduit par une déviation de x 27!
Mais parfois, la longueur de saillie est tout simplement nécessaire. Vous pouvez alors opter pour un outil plus rigide ou plus massif. En outre, pour des applications telles que le forage de trous profonds, par exemple, il existe des porte-outils spéciaux qui font appel à l'hydraulique pour amortir les vibrations. En bref, les fabricants d'outils de coupe sont également familiarisés avec le phénomène des vibrations et disposent de solutions pour l'ensemble des opérations de coupe.
Vers une boucle de rétroaction entièrement automatique
Outre les ajustements apportés à l'outil lui-même, vous devrez évidemment vous pencher sur votre machine et votre stratégie de fraisage pour gérer les vibrations. En effet, vous ne pouvez pas gagner la bataille contre les vibrations avec votre seul outillage.

Stratégie de fraisage
Les opérations telles que le fraisage à chemise complète, par exemple, libèrent des forces importantes. Au lieu d'engager directement et complètement le matériau, il est préférable d'opter pour une montée en puissance progressive et de travailler avec une profondeur de coupe radiale moindre. Dans le cas du fraisage axial, les forces sont absorbées principalement dans la direction longitudinale de l'outil (c'est-à-dire parallèlement à la broche). Cela présente des avantages mécaniques importants. Non seulement ce type de charge est plus facile à absorber par les roulements de la broche, mais comme la ligne de force coïncide avec la broche de la fraise, l'outil fléchira également moins. C'est surtout lors du fraisage de fentes profondes ou de poches à paroi élevée que le fraisage axial s'avère optimal.

Les stratégies FAO telles que le fraisage trochoïdal et le fraisage adaptatif existent depuis si longtemps qu'elles sont aujourd'hui relativement standard. Aujourd'hui, les stratégies FAO modernes utilisant des parcours d'outils dynamiques permettent également d'arrondir les angles vifs et d'éviter les pics d'accélération.
La CNC s'adapte
Nous évoluons actuellement vers des cycles de rétroaction entièrement automatiques dans lesquels la commande numérique de la machine détectera d'abord les vibrations, puis commencera automatiquement à les supprimer grâce à des cycles d'usinage intelligents. La commande peut détecter les vibrations de différentes manières. Certaines machines sont équipées de capteurs d'accélération, d'autres analysent la fréquence du bruit généré pendant l'usinage ou détectent les variations du couple ou de la charge de la broche qui indiquent des vibrations.
À l'aide de modèles internes du comportement de l'outil et de la dynamique de la machine, la commande compare les données mesurées avec l'état stable prévu et intervient si nécessaire. Certains fabricants, par exemple, modulent la vitesse en continu pour éviter la résonance. C'est ainsi que fonctionne une méthode comme la variation de la vitesse de la broche (SSC).

Conclusion
La variation de la vitesse de la broche et d'autres stratégies similaires de lutte contre les vibrations ont déjà suffisamment prouvé leur valeur ajoutée, mais il ne faut pas en attendre des miracles. Elles ne peuvent pas masquer des erreurs de construction telles qu'une longueur de projection trop importante ou un dispositif de serrage qui manque de rigidité. C'est dire à quel point il est important que tous les maillons de la chaîne soient ajustés. La réalisation d'un test d'impact permettant de déterminer le comportement dynamique de l'ensemble du système peut s'avérer très utile. Vous connaîtrez ainsi les zones stables et n'hypothéquerez pas votre productivité en optant pour une vitesse de rotation trop faible. Mesurer, c'est encore savoir!
En collaboration avec DMG-Mori, Germond, Hoffman Group, Iscar, Okuma et Sirris