L'AUTOMATISATION ADAPTÉE AUX BESOINS D'UNE PME
une AUTONOMIE poussée À UN PRIX ABORDABLE
Les petites entreprises ont tendance à penser que l'automatisation n'est pas pour elles. Même s'ils ont les chiffres pour le faire, l'investissement les retient. Cependant, avec Lean Automation de SCHUNK, environ 5.000 euros suffisent pour réaliser des petites et moyennes séries de manière relativement autonome. Le secret consiste à utiliser la broche existante comme une sorte de bras robotique. Ajoutez le clamp KSP et votre installation de base est terminée. Il n'y a rien de plus facile. Olivier Verhaeghe y a vu un moyen idéal d'augmenter sa production et est déterminé à équiper ses autres machines d'une solution similaire.
Aux côtés de son épouse
Olivier Verhaeghe, qui s'est lancé en 2011 avec un seul tour après avoir travaillé comme tourneur-fraiseur puis comme technicien dans une plus grande entreprise, dirige son entreprise d'usinage éponyme avec son épouse. À eux deux, ils exploitent actuellement trois fraiseuses et quatre tours, tous à trois axes, d'une capacité d'un mètre et demi pour le fraisage et de 250 mm pour le tournage. Avec cette gamme de machines, ils servent un pool de clients fidèles, principalement des constructeurs de machines actifs dans l'agriculture, le textile et divers autres secteurs.
"Je veux augmenter la production par l'automatisation et non par du personnel supplémentaire"
L'entreprise sous-traite aussi régulièrement à des tôliers du quartier. Olivier programme toutes les machines sur la base des dessins qu'il reçoit du client. La plupart des pièces ne sont pas très complexes, bien qu'il ait un ensemble de CAM. En optant pour une planification flexible en combinaison avec un nombre raisonnable de machines, il essaie toujours d'aider ses clients rapidement, ce qui est nécessaire dans le monde dans lequel il opère chaque jour.

La croissance par l'automatisation
Cela peut paraître étrange, mais jusqu'à présent, Olivier a délibérément mis un frein à la croissance de son entreprise. Plutôt que d'embaucher du personnel supplémentaire pour traiter rapidement les nouvelles demandes – car il y en a – il préfère garder les clients réguliers lorsque son carnet de commandes et son planning sont pleins pendant un certain temps. Il envisage le long terme: "Je compte sur l'automatisation pour augmenter nos volumes et optimiser l'utilisation des machines avec la main-d'œuvre existante. Cette étape implique également un autre type de mission. À terme, je veux passer de la combinaison actuelle de travail à la pièce et de petites séries à des séries principalement de taille moyenne, de sorte qu'un opérateur puisse confortablement faire fonctionner quatre machines. En raison de tout le travail de programmation nécessaire, cela est beaucoup plus difficile avec le travail à la pièce. Dans un monde idéal, nous travaillerions avec un réseau de partenaires à qui nous pourrions confier le travail à la pièce et qui nous enverraient les séries. Cette façon de travailler lui permettrait également de libérer du temps pour ses propres projets, sur lesquels l'entrepreneur aimerait se concentrer davantage à l'avenir. Nous en reparlerons dans un instant."
Automatisation accessible
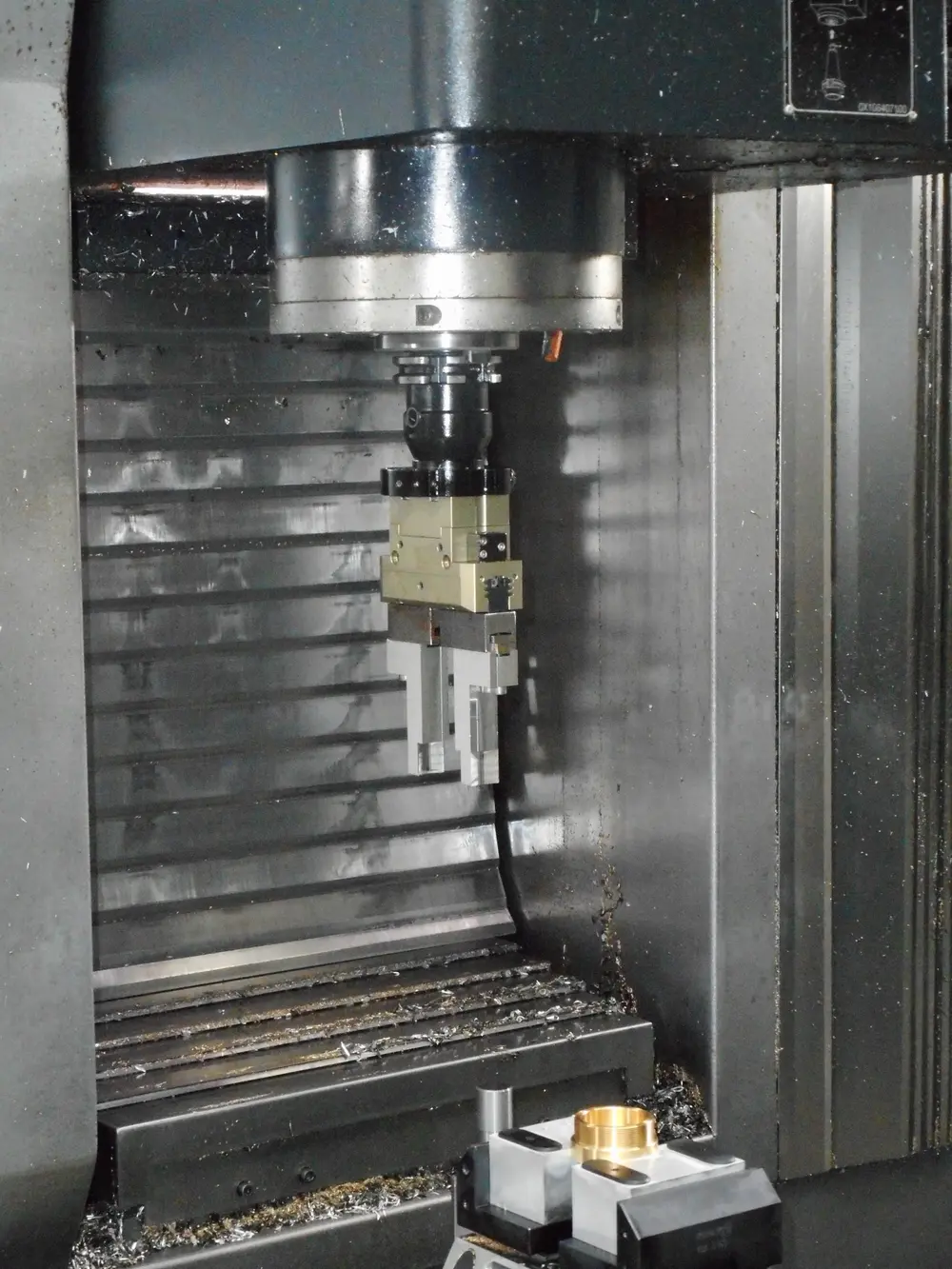
Olivier a récemment fait le premier pas vers l'automatisation en équipant une de ses fraiseuses, la Mazak à colonne réglable en hauteur (VTC), du système Lean Automation de SCHUNK.
Fonctionnement et configuration de base
Kris Vidts, responsable des ventes chez le fabricant allemand de systèmes de serrage, explique comment cela fonctionne: "En gros, nous utilisons la broche existante pour manipuler les pièces. Voyez cela comme un système de portique où la machine agit comme un robot. Pour un prix très abordable de seulement 5.000 euros – des cacahuètes par rapport aux autres solutions d'automatisation – vous disposez d'une autonomie assez élevée.
"En essayant d'en tirer le maximum, vous augmentez le risque d'erreurs. En fait, ce n'est pas nécessaire"
L'installation de base se compose d'un système de préhension, qui s'adapte à n'importe quel support via une interface universelle GSW-B. Le préhenseur se trouve dans le magasin d'outils, mais peut aussi être accroché à un support dans le banc de la machine. En outre, vous disposez d'une pince KSP à commande pneumatique de SCHUNK. En outre, la machine est équipée soit d'une plaque à grille, soit d'un convoyeur d'alimentation afin d'alimenter la machine en pièces à usiner. Bien entendu, vous pouvez étendre cette base à volonté, par exemple avec des accessoires standard tels que des commandes à doigts ou des systèmes de changement rapide. Olivier Verhaege: "Avec cet investissement limité, vous avez un moyen très simple d'obtenir une automatisation payante à partir d'une centaine de pièces. Pour l'instant, la machine peut fonctionner de manière autonome pendant 2 heures par jour. Calculez l'économie de 25 euros par heure, car l'opérateur peut effectuer d'autres tâches. Cela représente facilement une économie de 10.000 euros par an. En moins de six mois, l'investissement sera rentabilisé et, entre-temps, les opérateurs pourront s'atteler à d'autres tâches".

Explication des choix
En ce qui concerne le système d'alimentation, Olivier Verhaeghe a opté pour un tapis d'alimentation, qu'il a lui-même bricolé. Mordu d'automatisation, c'est l'un de ces projets personnels auxquels il aimerait consacrer plus de temps. Il veut même commercialiser la bande d'alimentation comme une solution idéale pour les petites entreprises comme la sienne. Mais pourquoi pas une plaque de grille? Olivier Verhaeghe: "D'une part, parce qu'une telle grille occuperait une partie considérable du banc de la machine, et d'autre part, parce qu'une bande d'alimentation facilite la programmation, puisqu'il n'y a qu'un seul point zéro pour la position de départ des pièces. Mais n'oubliez pas qu'une courroie d'alimentation ne fonctionne que si la broche peut se déplacer en xyz. En plus de l'alimentateur, vous devez également choisir le dispositif de préhension: vide, doigts ou aimant? Chacune a ses avantages et ses inconvénients spécifiques."
Olivier Verhaeghe possède également un préhenseur à vide, mais il utilise généralement un modèle à deux doigts. Dans ce cas, il est activé par de l'air comprimé à travers la broche, ce qui est pratique pour souffler les pièces et présente l'avantage supplémentaire de ne pas contaminer les systèmes d'alimentation. Comme toutes les broches ne disposent pas de cette option, le préhenseur peut également être activé avec du liquide de refroidissement. Cependant, il faut alors tenir compte de la direction du jet de liquide de refroidissement pendant le processus de préhension.

privilégier la continuité
Enfin, Olivier Verhaeghe et Kris Vidts donnent tous deux le conseil suivant: optez pour la continuité et la sécurité. Selon eux, c'est là que se trouve le plus grand profit lorsque vous optez pour l'automatisation. Kris Vidts: "En essayant de tirer le maximum du processus, les risques d'erreurs augmentent. Et si quelque chose ne va pas, la production s'arrête. Bien que vous puissiez prévoir une certaine marge, car avec ce type de solutions à bas seuil, vous pouvez faire travailler votre machine de manière autonome pendant des heures, à condition que votre processus soit à la hauteur." Olivier Verhaeghe est tout à fait d'accord. "Hier, la machine a géré une série pendant 9 heures, me laissant les mains libres pour terminer d'autres commandes. C'est ainsi que je vois mon entreprise se développer. C'est pourquoi, après cette première machine, les autres suivront bientôt."

