Six tours et une aléseuse à toute épreuve chez Tata Steel
Des machines sûres, ergonomiques, rapides, précises et attrayantes pour les jeunes

Malgré un entretien irréprochable des machines comme cela a toujours été le cas du département HTD de Tata Steel, on finit toujours par se retrouver, à un moment ou un autre, confronté à des équipements obsolètes. Tout fonctionne bien, mais la production est à la traîne en termes de précision et d'efficacité. Le sidérurgiste a donc décidé d'investir dans pas moins de six tours CNC ultramodernes et une aléseuse. Sandvik Coromant a soutenu le processus de sélection avec le fournisseur de machines Bender et a fourni l'outillage correspondant.
Besoin de renouvellement

Le département HTD de Tata Steel assure environ 20% de la maintenance de l'ensemble du site d'IJmuiden, aux Pays-Bas. Il s'agit principalement de pièces cylindriques provenant des machines de production d'acier.
Jusqu'au début de cette année, les travaux de réparation mécanique, de prolongation de la durée de vie et de production de nouvelles pièces faisaient appel à une vingtaine de tours conventionnels datant des années 1970. À l'époque, ces tours étaient entièrement orientés vers le laminoir à fil machine.
L'un des éléments déclencheurs de l'investissement dans de nouvelles machines a été l'arrivée de nouveaux et jeunes collaborateurs dont la formation mettait l'accent sur la sécurité et l'ergonomie du travail.
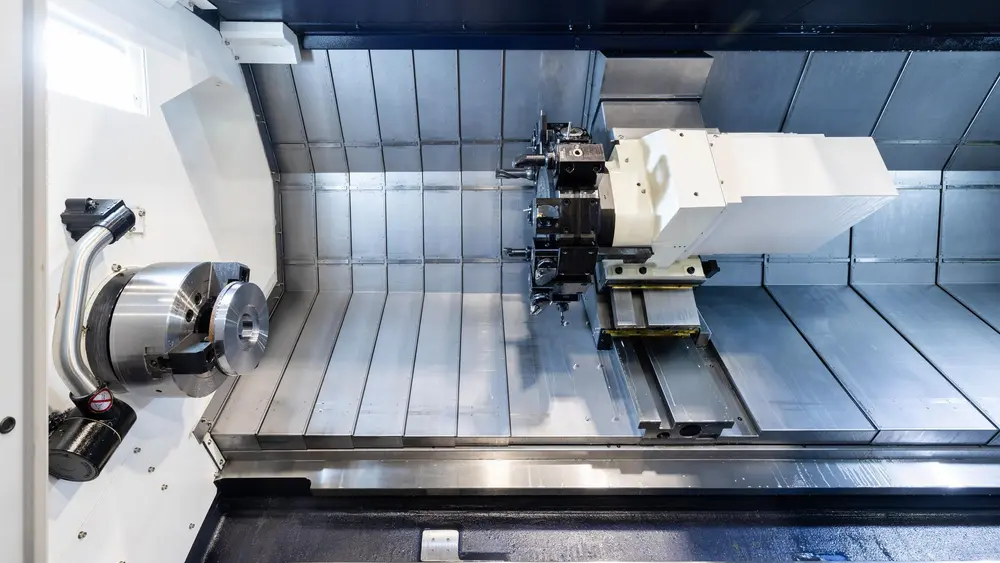
Julian Duin, chef d'équipe HTD pour l'usinage, département 'usinage rond': "Les anciennes machines étaient ouvertes et ne répondaient plus à nos besoins en termes de vitesse, de précision et d'efficacité. Il est vite apparu que le passage à des tours CNC modernes nous apporterait de nombreux avantages dans tous ces domaines. D'autant plus que ces machines peuvent également effectuer des travaux de fraisage, ce qui nous permet de fabriquer des pièces en un seul serrage sur une seule machine."
Processus de sélection
Sandvik Coromant, fournisseur régulier d'outils d'usinage, a soutenu HTD dans le processus complexe de sélection de nouvelles machines. Durant cette période chez Coromant, de nombreuses conversations en ligne avec des fournisseurs de machines ont eu lieu, des usines ont été "visitées" à distance et une vue d'ensemble des exigences s'est progressivement dégagée.
"Nos machines s'adaptent désormais parfaitement à la formation des jeunes collaborateurs"
"Régulièrement, nous avons dû adapter notre état d'esprit et nos idées", se souvient M. Duin. "De quoi avons-nous besoin pour le laminoir à bandes à chaud, mais aussi pour toutes les autres lignes qui ont été ajoutées au cours des dernières décennies? Et qu'est-ce qui est possible dans les limites de notre budget?"
En premier lieu, la robustesse des machines devait permettre d'usiner des pièces jusqu'à 6 m de long et 1 m de diamètre avec la précision souhaitée. Mais la sécurité et l'ergonomie, et bien sûr l'efficacité maximale, ont également été des facteurs de choix.
Déploiement
Finalement, six tours CNC de l'entreprise coréenne Hwacheon et de l'entreprise espagnole Geminis ont été achetés à Bender pour le département 'usinage rond' et l'aléseuse Juaristi MP5 RAM pour le département 'usinage plat'. L'un des tours était en stock au moment de la décision et a été livré et mis en service immédiatement.
"Tout d'abord, cela nous a permis d'effectuer tous les travaux connexes à grande vitesse pendant la révision de l'un des hauts-fourneaux", explique Marco Mulder, chef d'équipe HTD. "Comme les machines sont beaucoup plus précises, pratiquement toutes les pièces étaient correctes du premier coup (first time right). C'était une observation agréable, tant pour le client interne que pour nous-mêmes. En outre, cela nous a donné près d'un an pour apprendre à travailler avec ces nouveaux bancs CNC."
Outils

Parallèlement à la livraison des tours, Sandvik Coromant a fourni l'outillage correspondant, équipé du système Capto. Il s'agit d'un concept modulaire pour des changements d'outils rapides, avec une précision axiale et radiale de 2,5 µm. Il offre trois systèmes en un: des porte-outils à changement rapide, intégrés directement dans la broche (ce qui augmente la stabilité) et un système modulaire offrant une grande variété d'adaptateurs d'extension et de réduction.
Il est ainsi possible d'assembler des outils de différentes longueurs et applications, indépendamment de l'accouplement de la machine. Les mêmes outils peuvent être utilisés à la fois de manière rotative et stationnaire sur différentes machines (multitâches).
Combinant un assemblage d'outils modulaire avec une fonction de changement rapide du côté de l'outil, les adaptateurs Capto permettent des gains de temps significatifs lors de la configuration et du changement d'outils.
"Passer de près de deux heures de temps de changement à une demi-heure n'est pas exceptionnel dans ce contexte", explique Ferdi Frederiks, directeur des comptes de vente chez Sandvik Coromant. "C'est un avantage qui pèse lourd dans la balance pour le HTD."
Hypermoderne
Mulder conclut: "Il faut bien sûr s'habituer au passage à des tours CNC hypermodernes, mais nous avons obtenu ce que nous voulions: un travail plus rapide et plus sûr, essentiellement avec un seul dispositif de fixation, et des apprentis enthousiastes qui prennent plaisir à travailler sur nos machines. Nos machines s'intègrent désormais parfaitement à leur formation, et il arrive régulièrement qu'ils nous disent quelles sont les autres fonctionnalités jusque là insoupçonnées des machines."
