Le décapage traditionnel subit la pression de la législation, mais reste souvent la meilleure solution
Le paradoxe du nettoyage des soudures
Ces dernières années, des alternatives au décapage traditionnel des soudures à la pâte sont apparues sur le marché. Cette évolution est principalement motivée par des réglementations plus strictes en matière d'environnement, de santé et de sécurité, mais le besoin d'automatisation joue également en faveur de cette tendance. Le paradoxe, cependant, est que le décapage pour les applications alimentaires et pharmaceutiques reste en fait la meilleure technique disponible. Sous réserve de conditions.
Décapage sous pression
Le décapage chimique d'une soudure pour éliminer la décoloration et les oxydes formés pendant le soudage et pour passivation de la surface est soumis à la pression de la législation. À cet égard, peu importe que le décapage soit effectué à l'aide d'un gel, d'une pâte ou d'un bain de décapage.
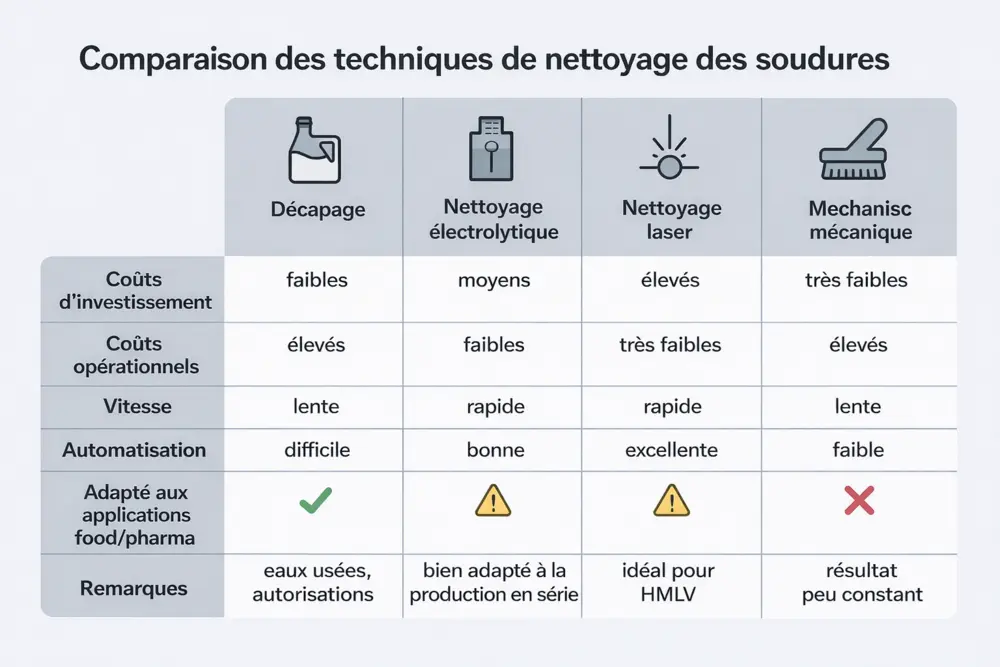
La législation (européenne) en matière de conditions de travail et de normes environnementales est plus stricte. Comparé au nettoyage au laser, au nettoyage électrolytique et au nettoyage mécanique, le décapage est ce qui a le plus d'impact sur l'environnement. Cela s'explique en partie par le fait que les agents de décapage contiennent souvent du HNO3 et du HF, qui sont non seulement dangereux pour l'homme, mais aussi pour l'environnement. Les coûts d'élimination des produits chimiques et des déchets, ainsi que le respect des autorisations, augmentent le coût du décapage.
L'industrie s'efforce de rendre le processus de décapage plus écologique, notamment avec des agents de décapage sans acide, sans fluor ou à teneur réduite en fluor, appelés agents de décapage Green Pickling. Leur utilisation n'entraîne pratiquement pas la production de gaz toxiques d'acide nitrique. Cependant, ils sont moins efficaces en cas d'oxydation importante. L'utilisation d'un système fermé, dans lequel l'eau de rinçage est directement collectée, filtrée et réutilisée, empêche les métaux lourds de pénétrer dans les eaux usées.
Comparé au nettoyage au laser, au nettoyage électrolytique et au nettoyage mécanique, le décapage a l'impact environnemental le plus élevé

Techniques alternatives
L'industrie du soudage a mis au point des techniques alternatives, qui ne peuvent toutefois pas remplacer à elles seules le décapage et la passivation.
En particulier lors du soudage de l'acier inoxydable, il est essentiel d'éliminer la décoloration après le soudage. Pendant le soudage, une oxydation se produit. Cela augmente le risque de formation de corrosion, ce que l'on ne souhaite pas lorsqu'on construit, par exemple, un châssis en acier inoxydable pour une machine dans l'industrie pharmaceutique ou alimentaire. Le décapage à l'aide d'une pâte ou d'un bain a longtemps été la solution pour restaurer la peau d'oxyde protectrice.
Une technologie alternative est le nettoyage électrolytique des soudures. Une brosse en carbone est continuellement mouillée avec un électrolyte doux, souvent à base d'acide phosphorique E338 utilisé comme additif dans l'industrie alimentaire. Ce procédé permet d'éliminer les décolorations et de restaurer la couche protectrice passive de l'acier inoxydable, mais moins profondément que lors d'un décapage chimique. La nouvelle couche passive est plus fine et moins homogène. Ces liquides électrolytiques sont beaucoup moins agressifs que les pâtes ou les liquides de décapage, ne dégagent pas de fumées toxiques (bien qu'une bonne extraction au-dessus du lieu de travail reste nécessaire) et les eaux usées sont plus faciles à neutraliser.
En ce qui concerne les coûts, le coût d'investissement du nettoyage électrolytique est plus élevé, mais le coût total par soudure nettoyée est inférieur à celui du décapage. Le nettoyage électrolytique des cordons de soudure a pris de l'ampleur ces dernières années, car les fournisseurs de cette technologie ont commencé à automatiser le processus. Cela est possible parce que le nettoyage électrolytique ne nécessite pas de temps de trempage comme le décapage ; le processus est beaucoup plus rapide et donne des résultats immédiats. En fonction des pièces, ce processus peut être réalisé par un cobot, mais un robot est plus évident. Le nettoyage électrolytique est donc particulièrement intéressant pour le travail en série et le soudage répétitif. Il faut en effet tenir compte des coûts de programmation.

Nettoyage au laser
Une alternative encore plus récente pour le nettoyage des soudures - avant et après le soudage - est le nettoyage au laser. Au lieu d'une réaction chimique ou d'un agent abrasif, on utilise l'énergie d'un faisceau laser pulsé pour nettoyer préalablement le cordon de soudure des graisses et des huiles éventuelles - pour une meilleure adhérence - ou pour éliminer les décolorations après le soudage.
L'énergie du faisceau laser pulsé du laser à impulsions (ultra)courtes évapore les contaminants sur la surface ou élimine la décoloration en peu de temps. Ces lasers nanosecondes fonctionnent avec une durée d'impulsion de 20 à 200 ns et une longueur d'onde généralement comprise entre 1.060 et 1.070 nm (infrarouge). En raison de cette courte durée d'impulsion, pratiquement aucune chaleur ne pénètre dans le matériau; en fait, seule la contamination elle-même s'évapore. Le métal sous-jacent n'est donc pas affecté. Le nettoyage au laser est un processus propre: aucun produit chimique n'est nécessaire, aucune eau usée n'est générée et on n'a que le courant comme 'consommable'.
Le laser élimine la décoloration mais n'est pas une alternative pour les applications nécessitant une toute nouvelle couche passive.
Automatisation
Cette technologie peut très bien être automatisée. Pendant longtemps, la limite était la programmation du robot, mais grâce à de nouveaux développements tels que la vision 3D, les fabricants éliminent cet obstacle.
Avec la première génération de ces systèmes Seam Tracking, les mouvements du robot sont programmés. Le système de vision scanne la soudure juste avant le faisceau laser et s'ajuste ensuite si elle s'écarte légèrement de la trajectoire programmée. La dernière génération de systèmes de vision 3D utilise la technologie Scan to Path. Cet ajout élimine pratiquement toute programmation du robot. La caméra de vision scanne l'ensemble de la pièce et reconnaît les soudures sur base de la géométrie. Le logiciel calcule ensuite automatiquement la trajectoire la plus efficace du robot et l'angle sous lequel le laser traite le mieux la surface.
Toutefois, l'opérateur doit encore programmer certaines règles, telles que le réglage et la vitesse du laser pour nettoyer une soudure spécifique. Ces 'recettes' ne doivent être créées qu'une seule fois. En outre, il est important que l'opérateur réfléchisse à des scénarios hypothétiques: comment s'assurer que la caméra ne confond pas une rayure avec une soudure? Ou que se passe-t-il si la réflexion est si forte que la soudure n'est pas reconnue? Cette technologie Scan to Path est moins adaptée aux travaux en série, mais surtout à ceux qui travaillent dans un environnement à forte densité et à faible volume. Pour les PME, l'automatisation de laser est surtout possible lorsque les pièces à usiner sont constantes ou lorsqu'un intégrateur propose des cellules standard. Cependant, elles doivent faire face à des coûts d'investissement élevés.
Meulage et brossage
Le nettoyage mécanique d'un cordon de soudure reste bien entendu une alternative au décapage, en particulier pour les structures soudées qui ne sont pas en acier inoxydable et qui seront peintes ou revêtues par la suite. En effet, le meulage ou le brossage du cordon de soudure élimine la décoloration mais ne rétablit pas la protection contre l'oxydation.
Il ne convient donc pas aux applications où l'hygiène joue un rôle ; en revanche, il s'agit d'une solution pour les soudures qui doivent encore être revêtues et où le meulage est effectué principalement pour des raisons esthétiques. Si le nettoyage mécanique nécessite de faibles coûts d'investissement, l'opération elle-même prend du temps et le résultat n'est pas constant.
Nettoyage avant le soudage
La préparation est une étape au moins aussi importante que le nettoyage après soudage. Plus les composants à souder sont nettoyés, plus le joint de soudure sera de qualité. L'élimination de la graisse, de l'huile et de la calamine a un effet positif sur la qualité de la soudure. Pour ce faire, le laser est une technologie très appropriée, car il permet d'éliminer rapidement la contamination sans affecter le matériau sous-jacent. Et contrairement au nettoyage mécanique préalable, le nettoyage au laser n'entraîne pas d'inclusions.
Lois et réglementations
Les lois et réglementations relatives au nettoyage des cordons de soudure sont en constante évolution, tant en Belgique qu'aux Pays-Bas. Depuis le 1er janvier 2025, les Pays-Bas utilisent la liste Zeer Zorgwekkende Stoffen (substances extrêmement préoccupantes). Si les principaux composants des décapants, comme l'acide nitrique, ne figurent pas sur cette liste ZZS, les sous-produits, eux, y figurent. En cela, les Pays-Bas vont plus loin que ce qu'exige l'Europe: la liste néerlandaise comprend toutes les substances SVHC européennes, complétées par une liste de substances qui ne figurent pas sur la liste européenne, mais que le RIVM considère comme tout aussi dangereuses.
Le décapage de l'acier inoxydable produit du chrome hexavalent par réaction avec la surface. Il s'agit d'une substance classée dans la liste ZZS. Le liquide et les eaux usées contiennent donc après traitement un produit figurant sur la liste. L'émission de fluorure d'hydrogène (HF) lors du décapage est soumise aux exigences les plus strictes en matière de qualité de l'air du décret sur les activités et le cadre de vie. Depuis le début de l'année 2025, toutes les substances PFAS sont classées ZZS.
Certains grands bains de décapage contiennent des composés PFAS. Cela oblige les entreprises qui les utilisent à chercher une alternative (voir plus loin). Tous les cinq ans, elles doivent élaborer un plan d'évitement et de réduction décrivant la manière dont elles réduiront ces substances. Et depuis janvier 2025, les entreprises doivent enregistrer les émissions de ZZS de manière numérique. Depuis l'été 2025, l'élimination des déchets est soumise à l'obligation de signaler au transformateur les substances ZZS contenues. En bref: la charge administrative augmente, ce qui a des répercussions sur les coûts.
La Flandre utilise la liste européenne REACH pour identifier les substances ZZS, mais il n'existe pas encore de liste spécifiquement flamande comme la liste néerlandaise. La Flandre a stipulé dans Vlarem II que les entreprises ont une obligation de substitution. Dès qu'une entreprise demande ou renouvelle un permis environnemental, elle doit démontrer qu'elle utilise la meilleure technologie disponible pour éviter les émissions de substances dangereuses. L'élimination des résidus de teinture et des eaux de rinçage est réglementée en Belgique par l'OVAM (Flandre) et le SPW (Wallonie). Les normes de rejet pour les métaux lourds tels que le chrome VI sont très strictes. Les coûts de traitement augmentent plus rapidement en Belgique qu'aux Pays-Bas.
Meilleure technologie disponible
Vlarem II ne dit rien de spécifique sur le nettoyage des soudures ni sur le décapage. Dans la pratique, toutefois, le décapage est considéré comme la meilleure technologie disponible pour les applications alimentaires et pharmaceutiques, à condition que tout soit mis en œuvre pour limiter les risques environnementaux, par exemple en extrayant les émissions, en traitant les eaux usées et en traitant les déchets de manière contrôlée.
Il faut démontrer que le décapage chimique est nécessaire pour des raisons d'hygiène et que les autres techniques ne permettent pas de restaurer suffisamment la résistance à la corrosion. Il faut également indiquer comment l'impact sur l'environnement est contrôlé.

Pourquoi le décapage reste-t-il toujours d'actualité?
Cette réglementation stricte annonce-t-elle la fin du décapage? Non, c'est le paradoxe du nettoyage des cordons de soudure des structures en acier inoxydable. Pour les structures en acier inoxydable de haute qualité, en particulier dans les industries alimentaire et pharmaceutique, le décapage reste la meilleure technologie pour nettoyer le cordon de soudure. Non seulement il élimine la peau d'oxyde et dissout les contaminants et les particules de fer, mais il crée également une nouvelle couche passive homogène qui non seulement assure une protection contre la corrosion, mais garantit également que la surface répond aux normes d'hygiène telles que EHEDG, FDA et GMP.
Le risque de développement bactérien est ainsi minimisé, les microfissures et les inclusions d'oxyde sont évitées. C'est pourquoi les clients de ces secteurs exigent souvent le décapage et la passivation des soudures, malgré l'impact environnemental plus important et les coûts plus élevés qui en découlent. Le nettoyage électrolytique et le nettoyage au laser sont trop superficiels pour ces applications, la passivation est moins complète et laisse parfois des décolorations ou des sels résiduels. Le nettoyage au laser laisse les microfissures de la surface intactes.
