Verspaning: Horn optimaliseert betrouwbaarheid steken
Geometrieën en strategieën voor maximale precisie
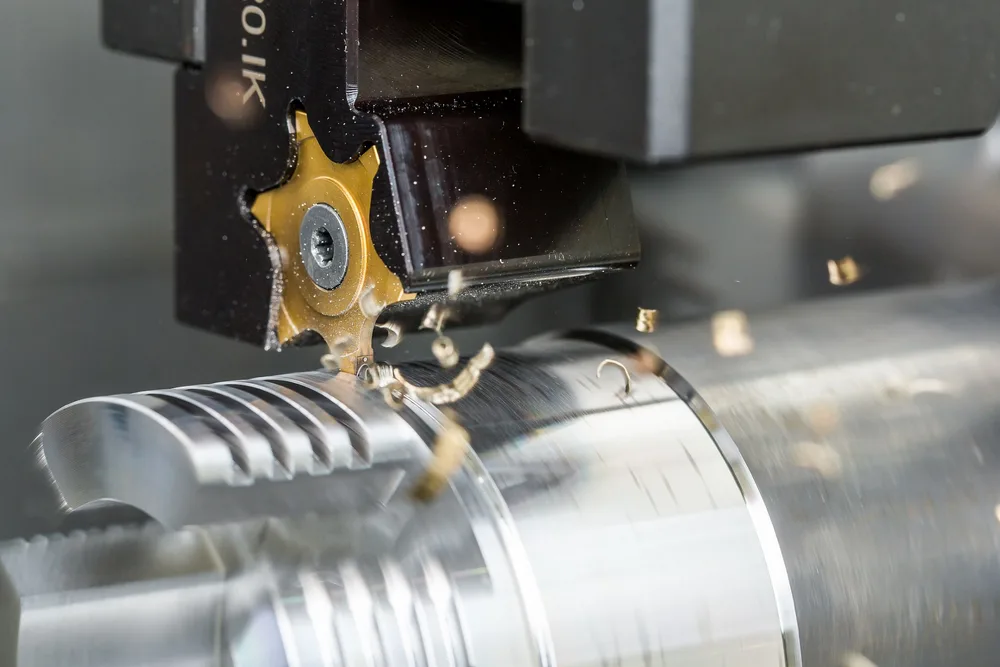
Bij het draaien onderscheiden steken, profielsteken en afsteken zich door zware omstandigheden: het gereedschap werkt opgesloten tussen twee schouders. Dit bemoeilijkt de spaanafvoer en verhoogt de thermische belasting. Voor een veilig proces is een perfecte synergie tussen het gereedschap, de coating en de gekozen freesbaan onmisbaar.

Absolute controle over de spaan
Bij steekbewerkingen bepaalt de spaanbeheersing rechtstreeks de kwaliteit van het werkstuk. Een specifieke snijkantgeometrie breekt het materiaal in korte spanen (spiraal- of kommavormig), waardoor wordt voorkomen dat ze zich om het gereedschap wikkelen. Bovonden zorgen moderne spaanbrekers ervoor dat de spaan in de breedte wordt versmald, zodat deze de groef kan verlaat zonder de zijwanden te beschadigen.
Nieuwe strategieën: Trochoïdaal en Y-as
Om de mechanische krachten te verminderen, evolueren de bewerkingsstrategieën. Trochoïdaal steken, waarbij overlappende bewegingen worden gecombineerd, beperkt de spaandoorsnede en de thermische belasting van de snijplaat. Dit is ideaal voor taai materiaal zoals roestvast staal.
Het afsteken profiteert op zijn beurt van bewerking over de Y-as. In tegenstelling tot de traditionele X-as, waar de krachten een groot buigmoment veroorzaken, buigt de Y-as de meeste krachten af naar de starre machinestructuur. De belasting op de zitting van de snijplaat neemt met 30% af, wat trillingen elimineert en de standtijd van het gereedschap soms verdubbelt.

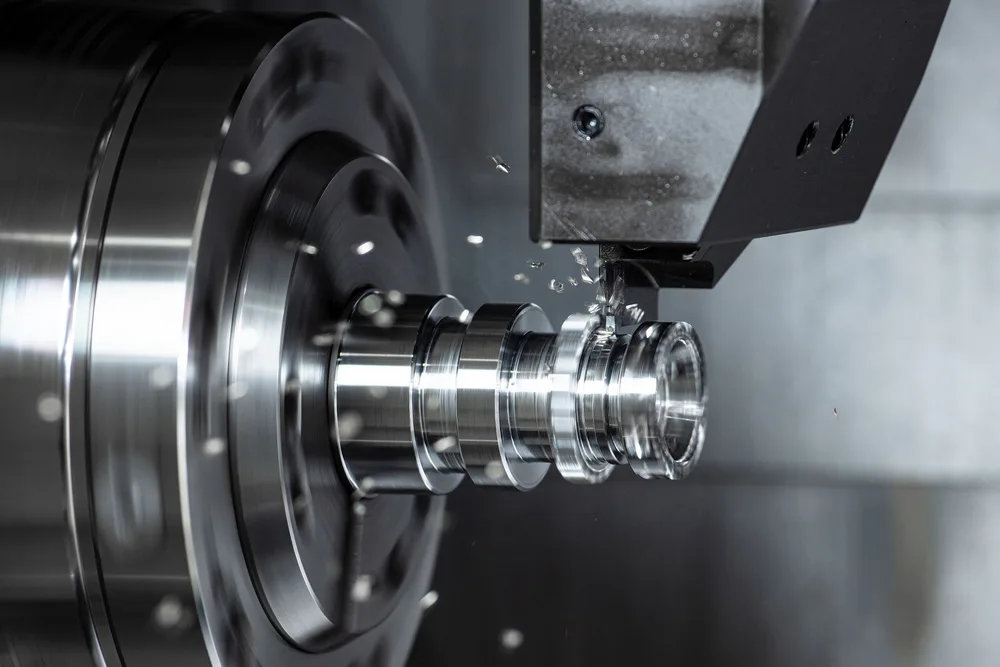
Koeling en complexe contouren
Koeling speelt een even cruciale rol. Horn-gereedschaphouders met interne koeling brengen de vloeistof direct naar het spaan- en vrijvlak. Dit verlaagt de temperatuur en helpt de spaan op te tillen voor een gecontroleerde afvoer. Door simpelweg het oliepercentage van de emulsie te verhogen (van 11% naar 13% bij Inconel), neemt de slijtage drastisch af.
Tot slot vervangt tangentieel profielsteken bij complexe contouren het klassieke radiale vormsteken. Door onder een hoek van 45° tangentieel in te sturen, bewerkt het gereedschap het werkstuk geleidelijk. De snijkrachten worden verdeeld, wat zorgt voor een optimale oppervlaktekwaliteit en een geluidsarme werking.

HORN-STRASSE 1
72072 TUBINGEN
+49707170040
info@de.horn-group.com
horn-group.com
